
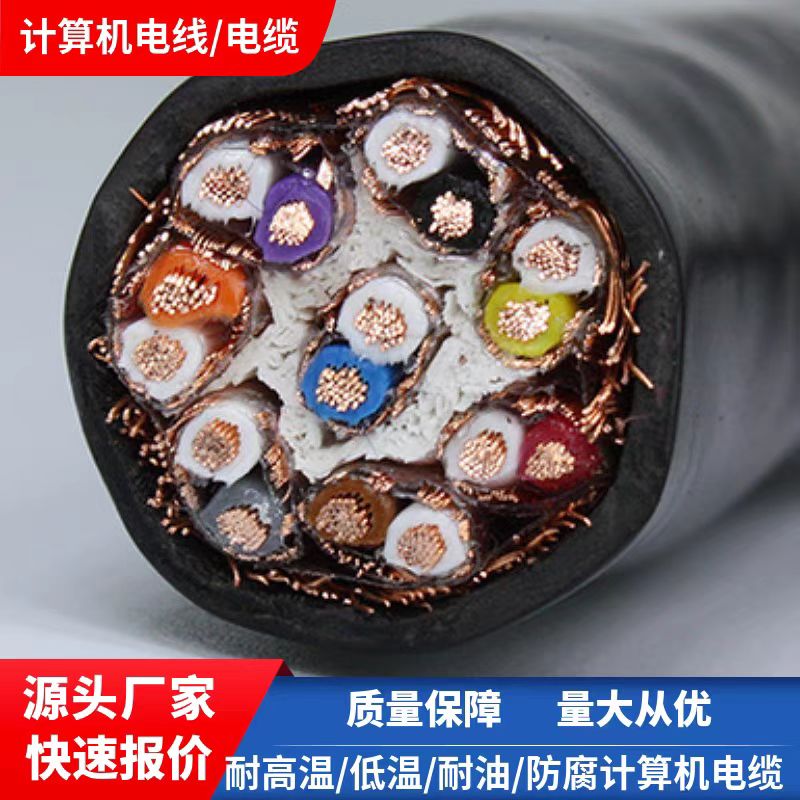
���º��C(j��)�����(y��ng)����늺��C(j��)������YT-308TWHAE�廡������")
������Q���������º��C(j��)�Ƽ�����˾
(li��n)ϵ�ˣ���������������
(li��n)ϵ�֙C(j��)��
�̶��Ԓ��
��I(y��)�]�䣺qinliming2009@126.com
(li��n)ϵ��ַ�������к���^(q��)���ij���·�ϊW���o(j��)B��1725
�]����100085
(li��n)ϵ�ҕr(sh��)��Ո(q��ng)�f(shu��)���ھ��|�W(w��ng)�Ͽ����ģ��x�x��
|
|||||||||||||||||||||||||||||||||||||||
|
|
|||||||||||||||||||||||||||||||||||||||
| www.sxhanji.com | |||||||||||||||||||||||||||||||||||||||

























���º��C(j��)�����(y��ng)����늺��C(j��)������YT-308TWHAE�廡����")