���пղ�����һ���O(sh��)������X")
������Q���Ї����R�C(j��)����������˾
(li��n)ϵ�ˣ����A��С�㣩
(li��n)ϵ�֙C(j��)��
�̶��Ԓ��
��I(y��)�]�䣺765475541@qq.com
(li��n)ϵ��ַ��ɽ�|ʡ��(j��)���Кv�Dž^(q��)�Aɽ���I(y��)�@
�]����250000
(li��n)ϵ�ҕr��Ո�f���ھ��|�W(w��ng)�Ͽ����ģ��x�x��
���ʵ^(q��)���пղ�����һ���O(sh��)������X
��䓴������a(ch��n)����Ԕ��
��䓴������a(ch��n)��
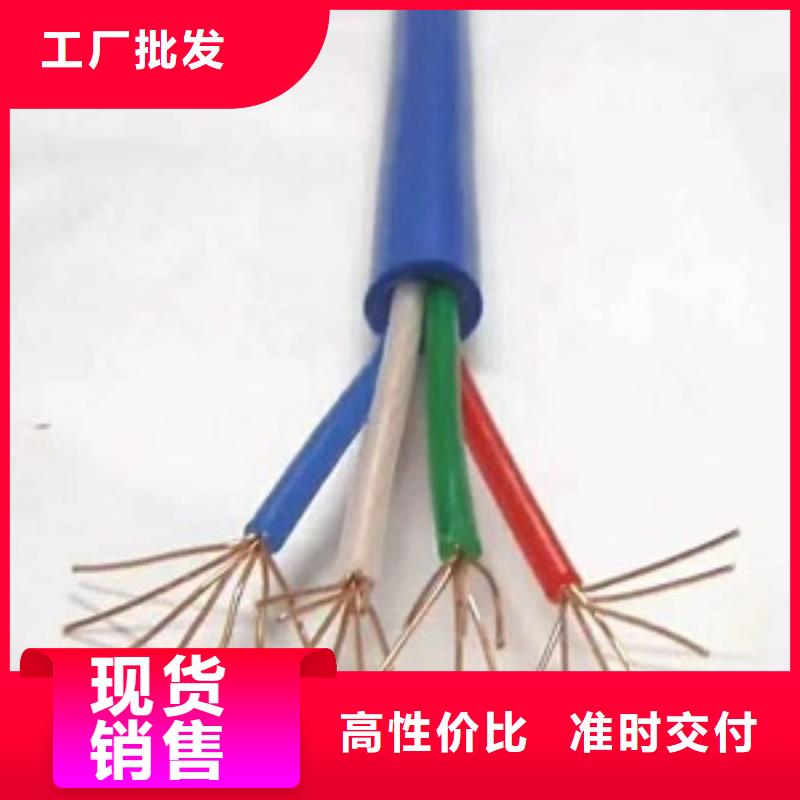
������֪�����T���������õı��ء����ᡢ�����������g���ܳɞ�䓡�ľ�������Ʒ���������Ј��IJ����죬ԭ���σr���͝q���Ͳĵăr��s�����ֹ��ʹ�úܶ��ͲďS�Ҳ����Ԡ����Ͳ��|(zh��)�������ͳɱ������Ͳ��м��������̼���}��ʹ�Ãr�������ԭ���������ܴ�ʹ�����|(zh��)�������������ļӏ�(qi��ng)���֮�ֲڵ����칤ˇ���@�ӵ����ܵĮa(ch��n)Ʒ�����Ј��o�Ñ��������ИI(y��)�������˘O���ؓ(f��)��Ӱ푣��L����ȥ�������ص�������ʮ����}�ܴ��ĸ��H����ô��β�������ܴ������w���ܣ������������ܵ��ܴ��أ���������ׂ�������U��һ�� ��
һ���Ͳĵă�(n��i)���|(zh��)����������ĽY(ji��)��(g��u)�O(sh��)Ӌ������������ܴ���ǰ�ᣬ���ȱ��Ҫ�кõ��䷽�̓�(y��u)�|(zh��)��ԭ���ϼ����M(j��n)�����a(ch��n)��ˇ���ܱ��C�Ͳĵ��|(zh��)����������ͲĵĽY(ji��)��(g��u)�Ͽ��І�ǻ�Ͷ�ǻ��PVC�����Ͳģ����(n��i)ǻ�����O(sh��)Ӌ���ߡ���_�ȣ��Ɍ���ǻ�ָ����pǻ����ǻ���ǻ���@��һ������Ը��õ�����ᱣ�����ã���һ�������ʹ������ǻ�в�ͬ����;���е��Á��̶�����䄂�ȵ���r���е��Á��O(sh��)�ó���ˮǻ���еă�(n��i)����Է�ֹ�Ͳ�׃�Σ����Ѓ�(n��i)���������ͲĵĄ��ԣ��Ӵ��ͲĵđT�Ծأ�������ͲĵĿ��_��������
Ŀǰ������(n��i)�ͲĔ��棬�����հ��˚W���ͲĔ���Y(ji��)��(g��u)���������Ј��Ľ�����r�����ƶ������˱ں��@�ӱ�ȻӰ푵��ɴ����|(zh��)������(j��ng)��(j��)�͵ļ���ʽ������ӹ������b��ʹ�õČ�(sh��)�H��r���y�m��(y��ng)�Ї�����(n��i)���Ј��������Ҫ��Y(ji��)�ϚW�����Ͳĵ����c(di��n)���M(j��n)���������գ��_�l(f��)�m�����Ї�������Ͳ��Ǯ�(d��ng)��(w��)֮�������@һ���棬�ҹ�˾�M(j��n)���˴�đ�ćLԇ���ڱ�����ʽ�ͲĔ��惞(y��u)�c(di��n)��ͬ�r�������˚Wʽ�Ͳĵ�һЩ��(y��u)�c(di��n)��������Y(ji��)��(g��u)��(f��)�s����폛�a(b��)�ں�������T�Ծصġ�������O(sh��)Ӌ�ĽǶȿ��Ͳ�߀��(y��ng)��ֿ��]��ˮ�ܡ����ܡ����L(f��ng)���Ȏ��(xi��ng)���ܡ�
���������T�������w�|(zh��)�������������|(zh��)�������b����Ӱ푺ܴ����ڇ���(n��i)����I(y��)PVC�����T���Ͳ�����ϵ�y(t��ng)���Π�ͳߴ粻�M��ͬ��������Ҳ�͟o���y(t��ng)һ�����ÿһƷ�N������a(ch��n)�����������ܴܺ��y�γ�Ҏ(gu��)ģЧ��(y��ng)�����⣬�����(n��i)�T�����w���M(f��i)ˮƽ߀�ܵͣ�������PVC�����T���ăr��ʹPVC�����T���������r��̫�ͣ������a(ch��n)�S�Ҟ�ӭ���Ј����ò����ͳɱ��������^���r�����|(zh��)��������߀�ìF(xi��n)���µ����P(gu��n)�ܴ������Ę�(bi��o)��(zh��n)�����ƶ���ϣ���܉�Ҏ(gu��)�������Ј�����(y��u)�������������܉���ߴ������w���ܣ�����ƽ�_��ʹ�ö��c(di��n)�i�o�Ȇ��c(di��n)�i�]���ܷ��Լ����L(f��ng)������Ҫ�ߵö࣬ʹ�ýDz��q朻���{(di��o)ʽ�q���ʹ������Ҫ����ͨ�ͻ��R�����q朏�(qi��ng)�ܶ࣬������Ч��ֹ�ȵ��´��F(xi��n)�����⣬ʹ�ù軯�����g����ˮƬ��ë�lҪ����ͨë�l�ܷ��Ըߵöࡣ
�Wʽ�����������O(sh��)Ӌ���L(f��ng)�KҲ�܌������ܷ������^�����ߣ����ڲ������Ƕ��ʽ����ʽ���������ò����z��ճ�ӷ�ʽҪ�ȚWʽ�������z�l���ܷⷽʽ��(qi��ng)�ö࣬�䃞(y��u)�c(di��n)�ǣ�
1.�����z�������c�����B�ӳ�һ���w���Ӹߴ��ȵĿ��L(f��ng)�����ܣ�
2.�����zͿĨ��������ܷ���Ҫ�����z�l�ܷ⏊(qi��ng)�ö࣬��?y��n)����z�l�ܜض�Ӱ���s���^�������ϻ����^������������|�K���b����(d��ng)��ʹ��׃�εĆ��}��
��֮ʹ���O(sh��)Ӌ�������|(zh��)���^�ߵ��������ܴ����ߴ������w���ܡ�

WBX1600B �Pʽ������ϴ����C(j��)
�����f��
��ϴ�^(q��)��ˮ·ϵ�y(t��ng)ȫ�����ò��P䓼����g�������죬��(j��ng)������;�����M(j��n)��׃�l�����Ɍ�(sh��)�F(xi��n)׃�l�{(di��o)�٣��x�b����
���IJ����ַ֞���ϴ�ҡ���ˮ�Ҽ������ң���ϴ����Ч���O�ѣ�
����β��ú��d݁��ˮ�����L(f��ng)��ɼ��g(sh��)������Ч���O�ѣ�
��ϴ�C(j��)�Ă���ϵ�y(t��ng)���ßo���{(di��o)�٣���(sh��)�F(xi��n)��ϴ�C(j��)�ĸ�Ч�ʑ�(y��ng)�á���ϴ��ȿ���3-12cm������(n��i)�M(j��n)���{(di��o)��(ji��)��������ϴ��ͬ��ȵIJ���������2��ëˢ��2��պˮ݁����ֱ��C������ϴЧ����
���g(sh��)����(sh��)
ݔ���Դ 380V 50HZ
������ 4.5KW
��ϴ�ٶ� 1.2-12m/min
��С�����ߴ� 450*200mm
������ߴ� 1600*2000mm
��ϴ������� 3-12mm
��칤���ٶ� 6m/min
���γߴ� 2750*2250*1100mm
���͑������(xi��ng)���Z��
1���O(sh��)�䱣��һ�꣬��Ҫ�M(j��n)�ڲ������꣬�K���S�ޡ����������⣬ֻ�ճɱ��M(f��i)�ã�
2�����M(f��i)�{(di��o)ԇ�O(sh��)�����Ӗ(x��n)�����ˆT��
3�����M(f��i)�����ϾW(w��ng)�����n�����ṩ����(n��i)���ܴ����пղ����Ј��Ą��l(f��)չڅ�ݼ����g(sh��)��ԃ��
4�������������O(sh��)Ӌ�S��ƽ��D�����ÈD���ˆT�����ʡ�
5�����M(f��i)�ṩԭ�������a(ch��n)�S�ң��O(sh��)���e�Õr���B(y��ng)�S�o(h��)��

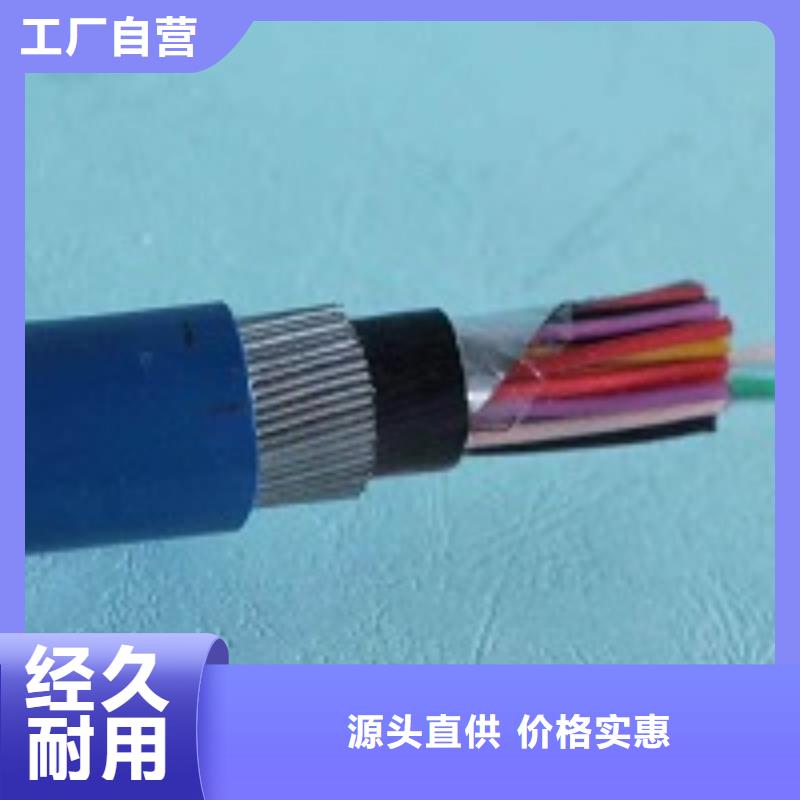
���������ĽM�b��ˇ����������܃�(y��u)���ܴ����P(gu��n)�I��Ŀǰ����(n��i)�����T�����b���ЃɷN��Ҋ�ķ�ʽ��һ�N��ȫ���ӳ��Σ���һ�N�麸�ӡ��ݽӳ��η�ʽ��ȫ���ӳ�����Ҫ���ښWʽ�����乤ˇ�����ǣ����Ͳİ��T��Ҏ(gu��)���M(j��n)�и��U�������и���ٌ��ָ��Ͳĸ��Ӻ��c(di��n)̎�M(j��n)�С�V ���βۺ��ָ��Ͳăɶˡ��ġ�����У�����ˮ�p���i�ס�����۵���г�����Ȼ�ӳɴ�(�T)��ʹ�(�T)�ȣ�����b������ʹ���Ⱥϔn���b�������������l���䃞(y��u)�c(di��n)���m�����������a(ch��n)����ˮ���������Ͳă�(n��i)ǻ�����o(h��)��r������ˮ�P�g����ȱ�c(di��n)���Ͳ����ϡ�V���κ��ӕr ��������Ҫ�Ⱥ���-�ݽӴ����a(ch��n)Ч���^�ͣ��亸���|(zh��)�������ƣ����Ӻ���rҪ�ß��R�ϴ�����t��r���y���롣
����-�ݽӳ��εĹ�ˇ�����ǣ��Ȍ��T���Ͳİ��T��Ҏ(gu��)���M(j��n)�и��U���������и�ٌ��ָ��Ͳăɂ����^��г��Σ�ʹ֮�c��(�T)��(�T)�����(c��)�������۵��Π���Ǻϣ��������U������ˮ�p���i�ס�����۵��M(j��n)����мӹ���Ȼ��(�T)�ӳ��Σ�������ᔌ��ָ��Ͳ��b����(�T)������ϣ�����ٰ��b�������������Ⱥϔn�b�������������l���Ƴɳ�Ʒ��
�cȫ��������䃞(y��u)�c(di��n)�����Ͽ�ݣ��M�b���Σ������С�V���οڣ����С��ġ��ζˣ�ֻ㊶��^���ɣ����ӻ��ݽ�ǰ�b����r��ʮ�ַ������ף����Բ����ĽǺ��C(j��)������Ч�ʸߣ���T���ι�(ji��)�c(di��n)�ď�(qi��ng)���^���ں��ӣ����ҷָ��Ͳ�λ�ÿ��{(di��o)�����ڼm������ȱ�c(di��n)����ᔿ�λ�ü���С���˞����ص�Ӱ��^����ö���㊴���㊵������^�����ܷ��z�������z���ܷ�|�ܷ��Է���ˮ����r���g���ҷָ��Ͳ���Ҫ�O(sh��)Ӌ�����õġ�ʮ��������ᔿס�
���ӹ���oՓ����ȫ���ӳ���߀�Ǻ��ӡ��ݽӳ��η�ʽ�ж��ǛQ���T���|(zh��)���Éĵ��P(gu��n)�I����ô��ο��ƺú��ӹ�����?
(1)����Ҫ�x�÷���GB/T8814-1998���T������Ӳ������ϩ(PVC)�Ͳġ����g(sh��)��(bi��o)��(zh��n)���(xi��ng)ָ��(bi��o)���Ͳġ�Ҏ(gu��)���е�12�(xi��ng)ָ��(bi��o)����(li��n)ϵ������Ӱ푣����������쏊(qi��ng)�ȣ��͜����N�_������֧���_��(qi��ng)�Ȍ����Ǐ�(qi��ng)����ֱ�ӵ�Ӱ푣���(d��ng)����C(j��)е���ܲ��ϸ�r���Ͳĵĺ��Ǐ�(qi��ng)�Ⱦͺ��y�ϸ�
(2)���ӹ�ˇ����(sh��)�Ŀ���
PVC�����T���ĺ�����5����Ҫ�Ĺ�ˇ����(sh��)���@5����ˇ����(sh��)�����Ʒ������£�
�����|(zh��)����2-4mmÿ���^(���hȡ2.5mm)
���Ӝضȣ�245-265��(�ӟ�����ض�)
�ӟ�r�g��20-35s
�ӟẸ�Ӊ�����0.45-0.75mpa
���ӱ����r�g��25-45s(��s�r�g)
�@5������(sh��)�M��һ�M��ÿ������(sh��)���ɸ�׃������(sh��)�����нM���mȻʹ�x�����غܴ�����(j��)��(sh��)�`��(j��ng)�(y��n)��һ��̶�ȡ��������2.5mm(���a(ch��n)�O(sh��)��һ���O(sh��)��3.0mm)���ӟẸ�Ӊ���0.5mpa�����ӵı����r�g��30s����������a(ch��n)�пɹ��{(di��o)���Ŀ�׃����(sh��)�p�ٵ�ֻ�к��ӜضȺͼӟ�r�g���(xi��ng)�ˡ����@���(xi��ng)�����Ǐ�(qi��ng)�ȵ�Ӱ�Ҳ�^���ƺú��ӜضȺͼӟ�r�g������ʹ�ɸ��Ͳĵĺ��Ӷ����ں�����������ȫ�D�����p֮��ɞ麸�����Ӷ���̎�Ĝض������������185�棬�������Ͳĵă�(y��u)�����Ӆ^(q��)��(n��i)(180�桪190��)��ʹ�ú��Ƕ��_(d��)����ѡ�
�ڌ������M(j��n)�Џ�(qi��ng)�Ȍ�(sh��)�(y��n)�r�����l(f��)�F(xi��n)������3�N�����_�ѷ�ʽ��
��һ�N��ȫ���������p�����_�u��
�ڶ��N�Dz��ֺ��p�����_�u����һ���քt�ھ��x���p������һ�����x���Ͳ����_�ѣ�
�����N��ȫ���_���ں��p�������Ͳ��ϣ������p�]���_�ѡ�
�@3�N��ʽ���Ե�һ���ڶ��N��ʽ��࣬�����N��ʽ����Ҋ����һ�N�_�ѕr�����ͲĺϸͿ϶��Ǻ��p����̎�ĜضȲ��ڃ�(y��u)���ܻ��ضȅ^(q��)������(n��i)����̎�Ĝضȸ���200������170�棬�C(j��)е������ͼ����l(f��)���Ժ��p�����_�ѣ��@�N��ʽ�_�ѵĺ��Ǐ�(qi��ng)�Ƚ^�����(sh��)������3000N����Ҳ���ٔ�(sh��)��r���⡣�����е��Ͳ��������γߴ�ͱں��^�ĺ��p���_�ѵ��Ǐ�(qi��ng)���Կ��_(d��)��3000N���ϣ��@��(sh��)�H��Ҳ��һ�����ɺ�ҕ���|(zh��)�����}���ڶ��N�_����ʽ�����ж����ӹ�ˇ��ˇ����(sh��)�������_����ֺ��p���ĵ��ۺϜض��ڃ�(y��u)���ܻ��^(q��)��(n��i)���C(j��)е�����^�ã���(qi��ng)���^�ߣ������N�_����ʽ�O����Ҋ���l(f��)���r���Ͳĵĸ��(xi��ng)�C(j��)е���ܺϸ����r�£��@�N���p������룬��(qi��ng)���^�ߣ�����(sh��)�H�ϣ��纸�Ǐ�(qi��ng)��С��3000N�r�����Ͳĵ����쏊(qi��ng)�ȡ���������ģ�����͜����N�_����֧���_��(qi��ng)�Ȏ��(xi��ng)ָ��(bi��o)��һ���в����_(d��)��(bi��o)���(xi��ng)��