������Q�����^�в��ؼ���Ƽ�����˾
ϵ�ˣ��ֽ�����������
ϵ�֙C��
�̶��Ԓ��
��I�]�䣺btjg01@163.com
ϵ��ַ���V�|ʡ���^�������^�L��·̩�I��B���T6��
�]����515000
ϵ�ҕr��Ո�f���ھ��|�W�Ͽ����ģ��x�x��
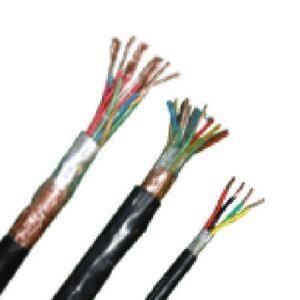
��܇׃�����p�X݆���⺸�әC�����x���ؼ���Ʒ��!
������Ϣ�H������������Ԕ����Ϣ��Ո���ղ��عپW��
ϵ�ˣ��ƻ� ���
�Ԓ��13902747866��13809658602
���՟ᾀ��400 007 1318
QQ��653214981
�]��:653214981@qq.com
���عپW��http://www.botelaser.com
������䁣�http://stbote.cn.alibaba.com/
���ؼ��⌣�I�����O�估�Ԅӻ��O�乩���̣������˙C���댧�w�����˙C�����w�����˙C��CO2��
���˙C���V���ֺ��֙C
�X݆���Ӽȿɜp�������������������X݆�|���ͽ����X݆������ɱ�����ˣ�����܇���I�����яV�����á��ڼ��⺸���X݆��ǰ���X݆�ĺ���һ�������躸���Б�������������ȹ�ˇ�������c�Ϻ��ӹ�ˇ��ȣ����⺸���X݆�o����������M�У����ҿɱ��⺸��׃�Σ����C�˺��Ӻ���X݆�o���پ��ӹ������H��ˣ����⺸�ӿ�ʹ���p��ȸ��_10��1���Һ��p̎�����ஔ����ĸ�ĵľC�ϙCе���ܣ����C���X݆���Ԃ��f�^���Ť�أ�1�ݡ���ˣ��X݆���⺸����һ���lչڅ�ݡ�Ŀǰ���������܇����S������ü��⺸���X݆������߮aƷ�ڇ��H�Ј��ϵĸ��������҇��X݆���⺸���O���OӋ����ˮƽ������Ŀǰ߀���^������������Ҫ��܇�S���X݆���⺸���O����Ҫ��ه�M�ڣ��҃r���F����ˣ������_�l��܇׃�����p�X݆���⺸�әC�����Ƅ��҇���܇���I�İlչ����һ�����x��
1 �p�X݆
��܇׃�����p�X݆���⺸�әC�ĺ��ӌ����Ǹ����I܇���������ęn�Ą��X݆����������n�Ą��X݆����n�Ą��X݆���N�������ĽY����ʽ��ͬ�������X݆���XȦ�͉|Ƭ�M�ɣ��X݆���Ϟ�27MC5(������̖)���XȦ���Ϟ�16MC5(������̖)����D1��ʾ���XȦ�ă����м��IJ�e��A���X�ȵ��ǣ��b��rҪ���XȦA�����⣬��ȿ�D1�c�X݆�S��AD3���^ӯ��ϣ��^ӯ��Ҫ�������һ���ķ������|Ƭ�ăȿ�D2�c�X݆�S��AD3���g϶��ϡ��O�����a��Ҫ�����_��ÿС�r���a64�����p�X݆Ҫ�p��Ȟ�1.5��0.25mm�� ���p����С�� 1.1mm�����pƫ�������0.1mm���p�X݆���fŤ�ش���1000Nm��

�D1�p�X݆
2 ���w�����Ĵ_��
���M���p�X݆�ļ��⺸�әC�����w�������OӋ�r���҂����p�X݆�M�����J��ķ������_������Ҫ��Q���Ă��P�I���}��
(1)�p�X݆���b�^�����XȦ�ăȿ��X݆����A�^ӯ���ęz�y���p�X݆���b�^����회��XȦ�ăȿ�D1���X݆����AD3֮�g������M�Йz�飬���C�^ӯ��������һ���ķ����ȡ��XȦ�ăȿ�D1���X݆����AD3�ijߴ�һ������B�ֲ�����ʹ�ϸ���XȦ���X݆�����XȦ�ăȿ�D1������ƫ����X݆����AD3������ƫ����ߣ����XȦ�ăȿ�D1������ƫ����X݆����AD3������ƫ��������F���b����p�X݆�������|��Ҫ���@���ډ��bǰ�o���z�y�����ġ�
(2)�p�X݆���b�^�����XȦ���b�䷽��ęz�y���XȦA���X�ȵ��ǣ��b��rҪ���XȦA�����⣬�����XȦ����IJ�e�����ډ��b�r����Єe�XȦ�İ��b������һ���y�c��
(3)�p�X݆���bǰ�XȦ�ķ����������XȦ�ăȿ�D1���X݆����AD3�Ĺ�����Ϟ��^ӯ��ϣ��X݆��ǰ����һС�_�A�������XȦ�����X݆�ϵ���Ȼ��B���מ�Aб��B�����o���b����ˣ����bǰ��회��XȦ������
(4)�p�X݆�ļ��⺸�ӹ�ˇ�����Ĵ_�������⺸�ӵĺ��p���׳��F��ס��Ѽy��ҧ߅��ȱ�ݣ����ͨ�^���⺸�ӹ�ˇ�����ă��������@Щȱ�ݵij��F�����H��ˣ���܇�õ��p�X݆߀Ҫ���^��ĺ��p��ȣ��Ա���f�^����D�أ��Һ��p��β���̎�����S�а��ӵ����^ȱ�ݡ��mȻ���OӋ���w�����r������ҪҲ������ÿһ헹�ˇ�������_�����������ڼ���ʡ������ٶȵȌ��O��ĽY�����^��Ӱ푵Ĺ�ˇ�������ͨ�^ԇ�õ���
����܇׃�����p�X݆���⺸�әC�����_�����^���У��҂�ʼ�K���������}�������c��Q�Ć��}�����ڌ��XȦ�ăȿ�D1���X݆����AD3�ijߴ��M���ھ��y�����g�y���^���M�øߣ������܌��XȦ�ăȿ�D1���X݆����AD3������^ӯ���M��ֱ�әz�y���҂�����ͬ�IJ��ϼӹ�һ���XȦ���X݆�������XȦ�ăȿ�D1���X݆����AD3�Č��H�ߴ�ӽ���ƫ�����ƫ�ͨ�^�ډ����C���M���b�䣬�y�����^ӯ��������������ĉ���ֵ���Ķ�ͨ�^�g�ӵķ����z�y�XȦ�ăȿ�D1���X݆����AD3���^ӯ�������ڌ��O��ĽY�����^��Ӱ푵Ĺ�ˇ�����Ĵ_�����҂��������е������˼���ӹ��O��ͨ�^���a�ķ�ʽģ�M�X݆���ӣ�ȡ�����ஔ���ԇ�����ڴ˻��A�Ͻ��^�OӋ�ͷ���Փ�C���_������܇׃�����p�X݆���⺸�әC�ļ��g�����飺�����O�����p�X݆���b�C�����p�X݆���⺸�әC���M�ɣ����_�C��֮�g��ݔ���b���B�ӣ��Ƀ������˲�����ԓ�����Y�����Σ�����ɱ��^�ͣ��O��Ŀɿ��Դ����ߣ���ӹ���ˇ�^�̺���ԭ��飺�X݆���XȦ�͉|Ƭ���X݆���b�C�����b�䡢���o��Ȼ����ݔ���b�Â������X݆���⺸�әC�������X݆���⺸�әC�����M�к��ӡ�
3 �p�X݆���b�C��
3.1 ��ˇ�^�̺���ԭ��
�p�X݆���b�C�������C��Һ��ϵ�y�Ϳ���ϵ�y���ɣ������C�Y��ʾ����D2��ʾ�����X݆4���|Ƭ5���XȦ6��Ҏ������b��λ�ڙC�������_��ĊA��7�ϡ��A���еęz�y�b���Ԅӌ��XȦ�İ��b�����M�Йz�y������XȦ���b�������_������ϵ�y���ƙC�����^3���܉��£�����XȦ���b�������_���t���ӆ��Ӱ��o����Һ����1�ƄәC�����^3�����Ķ��������^ӯ��ϵ��X݆4���XȦ6���|Ƭ5������һ���ڙC�����^���b�Љ���������2���܌����b�^�̵ĉ�����̖�M�Д����ɼ�������ϵ�y���ɼ��Ĕ����M��̎��������ֵһ������Ҏ���b���^ӯ���ĉ��������ޕr�������X݆���XȦ����ϲ�����Ҫ��ϵ�y�t�l����ͣ�C���ȴ������ˆT�M��̎�����@�ӣ��ɱ��ⲻ�ϸ�Ĺ���������һ�������b�A���еęz�y�b�ò��H�əz�y�XȦ�İ��b������߀���Ԍ��Ƿ��b�˹����M���Дࡣ�X݆���b�C��������ȫ���]�ķ��o�Y����ֻ�����ЙC���������T�P�]���T�z�y�_�P�l����̖��������ͬ�r�������҃ɂ����Ӱ��I���b���������M�С�

�D2���b�C��ʾ��D
3.2 �XȦ���b����ęz�y
��D3 ���p�X݆�ĊA�߽Y���D�������ϵ��XȦ