������Q���ӱ�ʡ������̩䓹�����˾
ϵ�ˣ��n��������
ϵ�֙C��
�̶��Ԓ��
��I�]�䣺2636457@qq.com
ϵ��ַ���ӱ�ʡ�����н�Ŗ|·
�]����61000
ϵ�ҕr��Ո�f���ھ��|�W�Ͽ����ģ��x�x��
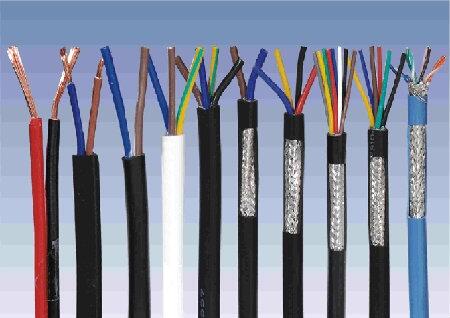
����\���ع܃r����\���ιܬF؛����\���عS�҃r����Ϣ
����\��䓹ܣ����a��ˇ��
������������ϴ��ˮϴ���܄������������\���ȡ��ⴵ���L�ˡ����R���g�����z������b��
����һ�����ϣ�
�������Ϲ����z��ԭ����r��
����1��䓹ܵ�����治��ճ�����ۣ��e�Ǟr�����{��������ۣ�����t����ɴ������ϸ�Ʒ��
����2��䓹������a��һ��Ҫ�Cֱ������䓹ܵăȑ�����
����3��䓹��������F����ƽ�ĸ��g������\����t�����M�����}�ᡣ
����4��䓹����\ݔ�^���в��ܳ��F�˞鏝�ܡ�
����5�����ڟ���\��䓹ܣ������S�ј��R���N��䓹ܵăȡ�����ϣ��������©僡�
��������䓹ܵ���ϴ��ˮϴ��
����1��䓹ܵ���ϴ��
����1����ϴ���ڹ���ǰ��횴����Äڄӱ��o��Ʒ���ڹ������J��z�鹤���F���Пo�ϵK�������Ƿ���ßo�p���_�J��ú��M�й�����
����2����ϴ��Ҫ�����}����ϴ������ˮ�������}�ᣬ�}�Ậ����18��20%���^���m��
����3����ϴ������ǰ�����˽���ĝ�ȡ��ضȼ�������ϴ�ܵć�λ��
����4�����ܕr�ɸ�����Ҫ�x�_���^1.3�����ң���ֹ����䓹ܣ������\�܃�©����������¹ܕr��䓹�Ҫ�Aб15���������Լ�վ����һ�ˣ���ֹ������ˡ�
����5��䓹�ÿ����ϴ��������2��5�����ˣ��r�g5��15��犡�
����6��䓹�����ϴ�rҪ������ӣ�������^����Ҫ��䓹�ƽ������۵ęM�lʯ�ϣ���������һ�ȵ���3�κ���������һ�ȵ���3�Σ��؏̓ɴκ��ٵ�����������ǶȲ�����15����
����7����ۼӜؕr���Ȍ������̶ܹ��ι̺��ٴ��_�����y�T��
����8����܇�����M������ەr������ײ���۱ڣ���ֹ�p����ۡ�
����9��䓹ܵ�Ƿ��ϴ����Ҫԭ��
������1��䓹����M�ϕrҪ����z�飬Ҫ�������ϸ�䓹ܲ�Ͷ����ϴ����
������2��䓹�����ӕr���J�������
������3����ϴ�r�g���}�Ậ�����㡣
����10��䓹��^��ϴ����Ҫԭ��
������1���}�Ậ���^�ߡ�
������2����ϴ�r�g�^�L��
����11����ϴ��z��䓹�������Ƿ�⻬���Пo���������FƤ���Пo����Ⱦ䓹ܱ��档
����2��䓹ܵ�ˮϴ��
����1��䓹ܵ�ˮϴҪ�����ӵ���ˮ�����M�У�ˮϴ�rҪ��䓹�ȫ������ˮ�У�����ϴ�������ɣ����������ĴΡ�
����2��ˮϴ��Ҫ��䓹܃ȵ�ˮ�����M���M���܄�̎�����Է�ֹ䓹�������
����3����ϴˮ�F�}�����˜ʲ��ó��ˣ��o�����s����ָɃ�����
����4����ϴ�ܕr�����������ˆT��Խ��ϴ�ۣ���ֹ�����������ۂ��ˡ�
��������䓹ܵ��܄�̎����
����1��䓹��M���܄��ۃȣ��ѵ������ɵ�䓹�ȫ�������܄��ȣ������S䓹ܱ���¶���܄����档��䓹܃ɶ˲�ð���ݞ�ֹ���ٵ���䓹ܵ�һ��������ӣ�����䓹ܿ��܄����M�����_�ܡ�
����2��䓹����܄�̎���^����䓹ܵăAб�ǶȲ�����15����
����3��䓹����܄��н��ݕr�g��60��120�룬�����價ܽ���3��5��犣��Ӱ��價ܽ���5��10��犡�
����4���܄��ض�:���ر����܄��Ƀ���
����5���܄�̎�����䓹ܣ���Ҫճ�������K���Ҫ����ˮ���������_�ܔ[ƽ���ŵ�����_���ϵ�䓹ܣ������S�˵�䓹�����ȥ̤��������ȥ���p�_���Ϳ���Ȼ��@���ٵ�����ȥ���I��
�����ġ���ɣ�
����1���܄�̎���ϸ���䓹ܷ��ں�������_���ϣ���䓹��R�^һ�ȷ����\�ǰ�Ⱥ͵ڶ�������݁ǰ�ȳ�ֱ�ǔ[ƽ�������^��Ĺܷ��ں�����߳Cֱ��������ϼ��ϡ�
����2����ɿ���Ҫ�����ǰ�䓹ܱ����ˮ�ݺ�ɣ���һ����������䓹ܱ����Ĝضȣ���ֹ�R�\���ˣ�Ҳ�������\偃ȵğ��ܣ���ʹ�\�F�Ͻ��ӵļӿ����ɡ�
3����ɿ��ضȞ�80����180����䓹ܵĸ���r�g��3��7��犣�Ҳ�ɸ���䓹ܵ�Ҏ�ں�ͬ���պ�ɜضȣ����﹤Ҫ�S�r�z��䓹ܵĸ���̶ȣ���ֹ�r�g�����M���\Һ�ОR�\���ˣ���ɕr��Ҫ���أ���ֹ���܄��潹��
��������\��
����䓹ܵğ���\�����X�Pȫ��ʽ���Ԅ���\��ʽ���롢���¡��������γ��������ęCеԭ������ɟ���\�^�̡�
����1����ˇ�������ƣ��\Һ�ضȑ�������440-460��֮�g�����\�r�g��������30-60��֮�g�����X�����\Һ�溬�X��0.01-0.02%��
����2���\�Vʹ�Ñ������Zn0-3�\�V��
����3��Ҫ�����S�o���ƺð��뉺���������γ������b�õĿɿ����ܣ��ӏ���ĝ������{������\�ܷ������ĸ߶ȡ��Ƕȣ����O���{������Ѡ�B��
����4���ӽ��_�P�Ĕ[��λ��Ҫ�ʴ_�o�`�����ż���ͱ�Ҫ�yһ��̖ʹ�ã���t���ض��`����ż�ı��o�ܣ�Ҫ�����z����Q��
����5�������_�����ˆTҪ�����tǰ�O���\����r���ք�ָ�]���ք��{���ٶȷ�ֹ���ܬF��
����6���tǰ��ʹ�ù���Ҫ���A����ʹ�ã��Է�ֹ�R�\���ˣ������z���Пo䓹ܵ���偃ȣ�����Ҫ���r�����Ҫ���r�{���O��e���ܣ��Ա����O��İ�ȫ��
����7�����\偃ȼ��\�r���\�VҪ���A�ᣬ���\�r�Q�����Sһ�������\�����\ÿ����������K�������\�V�v���N���\偱��澏�����£�����_���p���\偺͞R�������\���ˣ��\Һ�ȇ����F����|���룬�Է��a�������\����
����8�����\�r�������ӟᣬ���ɟ����𣬷�t���Гp��\偵ĉ����������д������\�����]�l�������@�N�к����w�����w�����^������һ�N���T�������IJ��Y�������\�^���У�һ���\�Ѿ����^�ߜض��в�������ȥ�܄��\�K�������Ƃ����������m���Ĺ���ȥ�܄�����
����9��Ҫ���r����\Һ������\�ҡ��λҕr���p�p���\Һ�������ùλҰ���ã����ܔ��ӵ�̫�����������\�ғP�𣬹λҰ岻���c���ڽ��\����ܕr��䓹�����������܈ס���F�����¹ʻ��O���¹ʡ�
����10���tǰ�����ϵ��\�K�����\����\�r�������\��䓹�����������\Ҫ�S�r���ջ�偣��Ԝp���\偵ğ�pʧ��
����11���\Һ������X�V�r��һ��Ҫǰ���ӎ״α��C�\Һ�����X��������
����12�����˱��ڝ��������\���\偃Ȳ�Ҫ����20���U��
����13�������rҪ�ѓ����C���A�ᣬ�\��Ҫ�ִ�С�K��ţ������ضȑ�������455�������M�У��[��ץ���C�r���ʹ�Ì��ù��ߣ��x�_�\�1��̎���_Ҫվ�ɶ����Ρ�
����14������\��ˇҪ����^���ܣ������ڟ���\���a�^���У�һ��Ҫ���㹤λ��Ҳ�����f�چ�λ�r�g�ȵĸ�����λԽ�࣬�ɱ�Խ�ͣ���֮Խ�ߡ�
������\�ܵ������c�ⴵ��
����1����\��������ô���݁������\�������������C���D����Ҫ̫�죬�\�ڃȴ�ǰ������
����2���ⴵ�h�Ƕ�Ҫ�c��݁��ƽ��ֱ�ǣ��v�M��λ��Ҫ�������C��\�����L�h���gͨ�^��
����3�����b����݁�r���傀����݁�������ұ����һ�l���ľ��ϣ����C�ⴵ�ĺ����\���\�Ӿ���
����4���ⴵ���É��s�՚��M���ⴵ����ò���70�����ϣ�������0.2-0.4Mpa��r���M�С�
����5����������r���{���L����
������1������\��������\��̫��
������2�����ⴵ���\�ӱ���l����
������3�����ⴵ���\�ӱ���ճ�����s��͗l��Ƀ���{���L����
����6��������\䓹�Ҏ����QͬҎ����L�h���L�h����������Ҏ����档
����7���ⴵ�L�h�ڟo�L�l���½�ֹ��\��ͨ�^����������L������Ӱ��ⴵ���|����
����8��Ҫ�����z���ⴵ�h���Ƿ��坍,�Ƿ��В��\,��\��������Ƿ�⻬,�Пo��������݁���桢朗l�Ƿ���\�����В��\Ҫ���r������
����9������݁�����ڟo����݁���\���֛]�й��Σ��\�ӱ��������ׄ���������݁�ٶ�Ҫ�ʹ���݁�ٶ�ƥ��á�
������\�ܵăȴ����M�Ƽ�ˮ�䣺
����1������\��ͨ�^�����b���͵��ȴ��C��ͨ�^�ӽ��_�P��əM�ƣ����ȴ������^̧�𣬙M�ƣ���Ƀȴ����¹܄����џ���\�����M��sˮ�ۡ�
����2����價�������݁�����������ױ������ģ���Ҫ��䓹����\�����\߀�]����ȫ���̡�
����3���ȴ����������M�д��ߣ��ȴ�������0.4-1.0Mpa���ȴ������\�܃ȱ����횹⻬��
����4����\����朗l��Ҫ����һ���Aб�Ƕȣ���sˮ������
����5���ȴ������I�������^�������I���g�^С��һ��Ҫ�J���������ֹ����ˤ�����Լ����܂��ˣ��������w����һ��λ��ֱ�ӽ��|�ߜ���\�ܣ�������ˡ�
����6����ˮ�����I�rҪע���_���Ƿ�վ�����Пo�����ϵK���ֹ����ˮ���У�ˮ����朗l�\�У������ׄe�ܣ�Ҫ��ֹ�w�܂��ˡ�
�����g�����x�����Ƽ���Ҫ�^�L�r�g���A�\�r������֮�g�M���g��̎�����Է�ֹ�ڃ��\�^���Юa�����g���丯�g�a��ͨ���Q����P�������g���������t���}�������}����
����1���g����ʽ���ß���\�����ܵ�����ֱ�Ӈ����g��Һ���ھ��x����λ��һ�ĵط�������Ĩ�ô�����Һ��ע��һ��Ҫ������
����2�����É��s���Ĩ�ã�����䓹ܱ���ĸ�Һ��ʹͿ�Ӿ���ͨ�^�{���≺��С�{��Ϳ�ӵĺ�ȣ��Q�����ж���Һ�鸽���\�ܱ����ϡ�
������\�ܵĝL�ˡ��L���c���b��
����1���L�ˡ��L�ܣ�
����1���L�˙C�����r�����������|���L��݁����ֹ���֣������p��ͨ�^�L�˙C����ֹ��݁�p�ġ�
����2����\����ݔ��݁���\���НL�ˣ��L�˙CҪ������ͬҎ���Q�֗l�����Qһ��Ҏ��Ҫ�{��һ�Ή�݆�߶ȣ�Ҫ�������͡�
����3���L�˙C���zȦҪ�����z�飬�l�F���ѼyҪ���r���Q��
����4���z݆������䓹ܵ����ľ��ϣ�Ҫ�{���É��ǵ����¹̶���˨��
����5���ڴ�ӡ��־�h�r������Ҫͬ�r�L�ӣ��L䓹���ë��Ҫ��������ī������ī�����^�ࡣ
����2�����b��
����1������Cʹ�ÿ՚≺�s�C���w��������0.4-0.8Mpa���ڴ���C������B�½�ֹ����ȥ������C������λ������֡�
����2������r�Ȱѿ��۴��ڰ��b���ϣ��ٰѰ��b���@�^䓹ܣ�����һ�˲��뿨�ۃȣ��Ѵ���C���ڴ�����ϣ����_����C�L�y�M�д�����ۡ��������1.0��1.2mm�����b��Ҫ���x���^һ��100mm������300mm���m�ܘ�־���x���^400mm��
����3�����b�r��ͬҎ�����\���x��ͬһҎ��İ��b�ܣ�����\�ܔ[�������ͣ����_��һ�^�R��
����4�����b���䓹������һ�������ȾҪ�øɃ�����ɳĨ�Ƀ����϶⣬���Зl��С��Ҫ�ѹ܃�ˮ���������S�κ������_�ȹܣ�Ҫ������\������|����
��������\�������a������Ҫ������ԭ��ʂ����ǰ̎����������僺�̎������Ʒ�z