������Q���ӱ���̩�ܵ���������˾
ϵ�ˣ����s�x��������
ϵ�֙C��
�̶��Ԓ��
��I�]�䣺345975143@qq.com
ϵ��ַ���ӱ�ʡ�������}ɽ�h�����_�l�^
�]����61300
ϵ�ҕr��Ո�f���ھ��|�W�Ͽ����ģ��x�x��
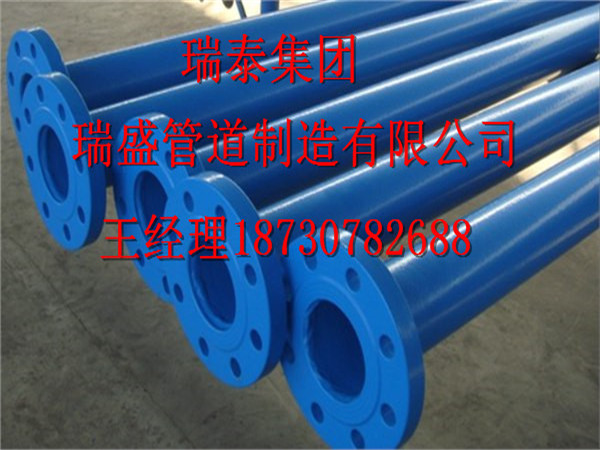
FBE�h����ĩ�����Y���������o늇�Ϳ��ˇ��䓹ܱ���Ϳ��h����ĩ,һ�γ�Ĥ��ԓͿ�Ӿ���Ϳ���������,�o��Ⱦ,Ϳ�ӿ��_���Ϳ��������ܺ�,�͜��Ըߵȃ��c��2PE/3PE����2PE/3PE�����Y������䓹ܱ����o늇�Ϳ�h����ĩ�������p�@ճ�ӄ�,�����p�@����ϩ������,�Y�����߃�������,�Ķ��@������˷����ܵ������wƷ�|�������ͻ��W���g,��ꎘO���x,�͙Cе�Ɖ����ܡ�