������ͨ�ܘI����˾��һ�Ҍ��I���ape�ܲġ��ܼ��ďS�ң���aƷ����pe�oˮ�ܡ�peȼ��ܡ�peͨӍ�ܡ�hdpe�p�ڲ��y�ܡ�䓎�����pe�������y�ܡ�䓽z�W�Ǽ����ϏͺϹܡ�����p�@�ܡ�hdpe�п��p�@�ܡ�hdpe�в���p�@�����ܡ�ú�V������pe�ܵ�pe�ܲġ��ܼ�����̖�Rȫ���|���r�������N�����⣬���I�ļ��gָ����Ʒ�|�б��C��
 ��ͨ�ܘI 13323170575 �� 629065629�ܵ�һ
��ͨ�ܘI 13323170575 �� 629065629�ܵ�һֱ�ԿƼ������棬���\����lչ���Գ�"�|����һ�����u��һ"����ּ���͑��������҂���ͣ���gӭ�V���Ñ��c����˾ǢՄ�I�ա��҂�������'�Ñ����ϣ��|����һ'����ּ�����\�������ա����Қgӭ�V���Ñ�ǰ��ǢՄ�I�գ���˾����Ҫ�aƷ�У��r���ȹܣ���ˮ�ڣ�PVC�ܼ�����ˮ�ܣ�HDPE���y�ܣ��oˮ�ܣ�PVC����ܣ�MPP����ܣ�÷���ܣ���Źܣ�䓎��ܵȹܲļ��ܼ�������˾�aƷ��ͨ�^ISO9001��2000�|���wϵ�J�C���aƷ���������P���Ҙ˜ʺ��ИI�ʄt�M�����a���|�������ɿ������g���՟����ܵ�������ȵı��C�Ñ������档�aƷ�N������ʡ�е^���ڹܘIѸ�ٰlչ�Ľ��죬�挦���漤�ҵ��Ј���������ʹ��I�܉���m�����������İlչ���ҹ�˾��������߆T���������|�������|���P��ȡ�������|�����̓r��ĮaƷ���؈�V�����Ͽ͑���
�����B�ӷ�������PP-R�ܡ�PB�ܡ�PE-RT�ܡ����ُͺϹܡ�����ʸ���X�Ͻ��r�ͺϹܵ�ϵ�y[1] �����ܲ��c�ܼ��B�ӣ����^�ӟ���������Һ�B�����c���һ�N�B�ӷ�ʽ��
��䓽Y�������У����ɸ�����䓽ͨ�^늼Ӝ��O���M�П����B�ӡ����ٟ����B�Ӻ���B���c��һ��Ҫ�ڳ��ؠ�B����s�������_��ԭ���ٲ��ϵĿ��������������B�Ӳ��ô��������c̼��׃�࣬ʧȥԭ�н��ٲ��ϵĿ�������������
�����B����Ҫ�У����۳в��B�Ӻ͟��ی����B�ӣ������B�Ӿ����B�Ӻ��㡢ʹ�����á������g�ȃ��c��
�ܲ��c�ܼ����B�Ӷ�����۽������坍������o���ۡ�
�B����ȑ����ϱ�2��Ҏ����
��1��ͬ�N�r�ܲ��|�Ĺܲĺ������p�۹ܼ����B���۽ӕr�ʹ�����ğ��ۻ���ۺ��әC�ߣ�ֱ���ډ��w�Ȼ����ȵĹܵ�����횲��ß����B�ӣ����ò��ýz�ۻ��m�B�ӣ��z�ۻ��m�B�ӵĽӿڱ����¶��
��2���X�Ͻ��r�ܹܲĻ��m�c���ٹܼ����B�r�����Î�����Ƕ���ğ������Ϲܼ������^�ɣ�ԓ�ܼ��c�X�Ͻ��r�ܹܲIJ��ß����B�ӣ��c���ٹܼ����l�����ߵ����������ýz���B�ӡ�
��3����yʽ���ۺ��C�m���ڹ��Q�⏽��De��С�ڵ���63mm�Ĺܵ����ӣ��_ʽ���ۺ��C�m���ڹ��Q�⏽��De�����ڵ���75mm�Ĺܵ����ӡ�
��4�����۹��߽�ͨ�Դ�����_�������ضȣ�ָʾ�����������_ʼ���ۡ�
�ӟ�r���ܲđ��o���D�،��ܶ˲���ӟ��׃ȣ����뵽�X�Ͻ�ܔ�ڄ�Ƥ̎��ͬ�r�o���D�ذѹܼ��Ƶ��ӟ��^�ϣ��_��Ҏ��������ȡ��ӟ�r�g��횷��ϱ���Ҏ������Ҋ���ۺ��C��ʹ���f������
ע���h���ضȵ���5��r���ӟ�r�g���L50%��
��5���_��Ҏ���ļӟ�r�g����������ܲ��c�ܼ��ļӟ��ͼӟ��^��ͬ�rȡ�£�Ѹ�ٟo���D���عܲ��c�ܼ����S��ֱ������ز��뵽����ʾ����ȣ�������犣�ʹ�ӿp̎�γɾ��������
���۽ӵĽ��^���S����У�������������D����Ҏ������s�r�g�ȑ����ùܲġ��ܼ���ʹ������Ť����������
��
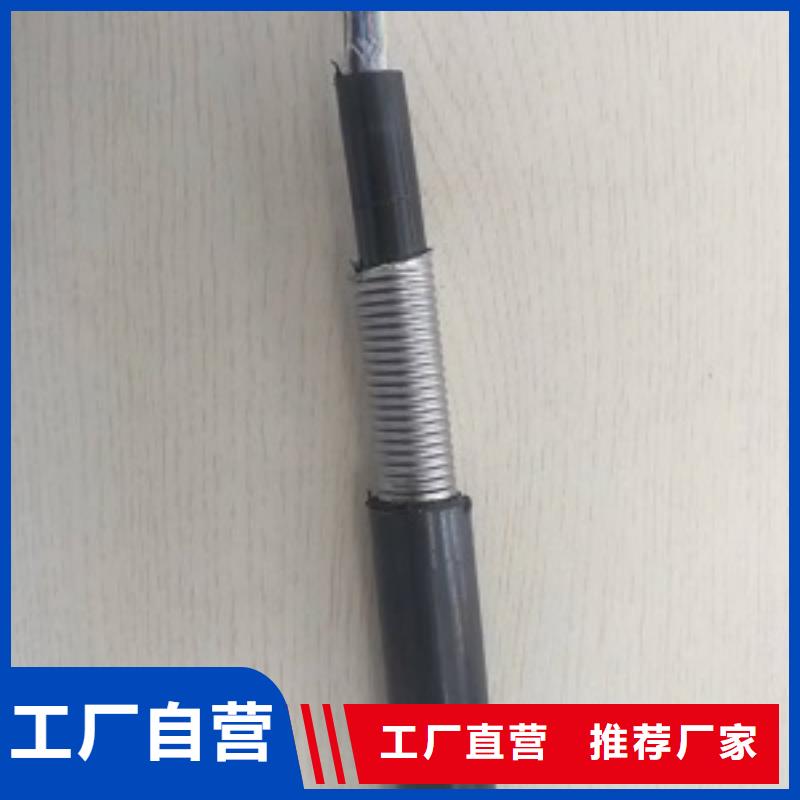
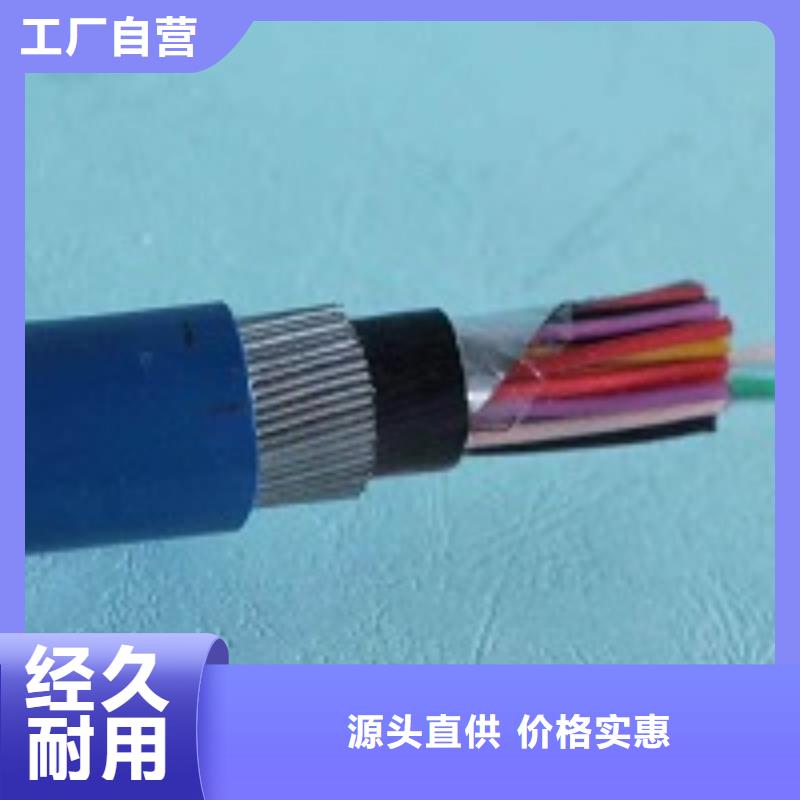
�����p�۹ܼ������B��
�����p�۹ܼ������B��
�ܵ����÷��m�B�ӕr����������Ҏ��
��1�������m�P���ڹܵ��ϣ���ֹˮ�����摪������
��2��Уֱ�ɂ��������B�Ӽ���ʹ�B�ӵă�Ƭ���m��ֱ�ڹܵ����ľ��������ƽ�С�
��3�����m���r�|���������͟�o�����z�|��
��4����ʹ����ͬҎ�����˨�����b����һ�£���˨�����Q�o�̣��o�̺õ���˨��¶����ĸ֮�⣬���Rƽ����˨����ĸ�˲�����\����
��5���B�ӹܵ����L�Ⱦ��_���o����˨�r������ʹ�ܵ��a���S��������
��6�����m�B�Ӳ�λ���O��֧�ܡ����ܡ�
2�����۰����B��
�nj��ܲ��B�Ӳ�λ�����Ͱ��ιܼ��ȱ���ӟ��ۻ���Ȼ��Ѱ��ιܼ������ܲ��ϣ���������s���h���ضȵ��B���^�̡�һ�����ڹܵ���֧�ܵ��B�ӡ�
���B���^�̞飺����֧�Ρ������B�Ӳ�λ���������ӟ�����۽��������������ιܼ�������Ӳ�У������������s
��1���B��ǰ�����ɹ��B�Ӳ�λ�Ĺܶ��²����м�֧�Ρ��̶���
��2���ùε�����ɰ�������������������ܲ��B�Ӳ�λ�����ӡ������Ӱ��۽��|�������|���������B�Ә�ӛ����
��3���ð����۽ӹ��ߣ����A�ᵽ�O���ضȣ��ӟ�ܲ������ܼ��ȱ��棬�ӟ��ꮅѸ�ٳ����۽���������λ�ú��ιܼ���������ܲ��B�Ӳ�λ��ʹ֮�γɾ������������m���ĉ���ֱ���B�Ӳ�λ��s���h���ضȞ�ֹ�����ιܼ�����ܲĵ�˲�g�����l�F��б�����rУ����
3�����ی����B��
�nj��c���S����ֱ�ăɹ��ӌ��������c�ӟ����|ʹ֮�ӟ��ۻ�����ȥ�ӟ���,Ѹ�ٌ��ۻ��ˉ��o�������������^��s���Ķ��B�ӹ��ӡ��@�N�B�ӷ�ʽ�o��ܼ����B�ӕr���ʹ�Ì��Ӻ��C��
���B�Ӳ��E���£��b�A���ӡ�����B������ӟ��������ӟ������ӡ���������s��
��1�������B�ӵăɹ��ӷքe�b�A�ڌ��Ӻ��C�ăɂȊA���ϣ����Ӷ��摪����A��20~30mm�����{���ɹ���ʹ����ͬһ�S���ϣ��ܿ��e߅���˴��ڹܱں�ȵ�10%��
��2���Ì���㊵�ͬ�r����ɶ��棬ʹ���c���S����ֱ���ɴ��B�������Ǻϣ��������ˢ�ӡ����ȹ���������Ӄ������м�����
��3�����ӟ��Ĝض��_���O���ضȺ��ӟ�����ɶ����gͬ�r�ӟ��ۻ��ɶ��棬�ӟ�ضȺͼӟ�r�g�����ӹ������a�S��ܲ����a�S��Ҏ�����ӟ��ꮅ���ٳ����ӟ�壬�����ٿv���Ӻ��Cʹ����һ�������Ƅ����ɶ�����ȫ���|���γɾ������������m������ֱ���B�Ӳ�λ��s���Ҝ؞�ֹ��