������Q�����l��ԥ�����̙Cе����˾
ϵ�ˣ��ؽ�����������
ϵ�֙C��
�̶��Ԓ��
��I�]�䣺908657473@qq.com
ϵ��ַ������ʡ���l�з���h���e�
�]����454000
ϵ�ҕr��Ո�f���ھ��|�W�Ͽ����ģ��x�x��
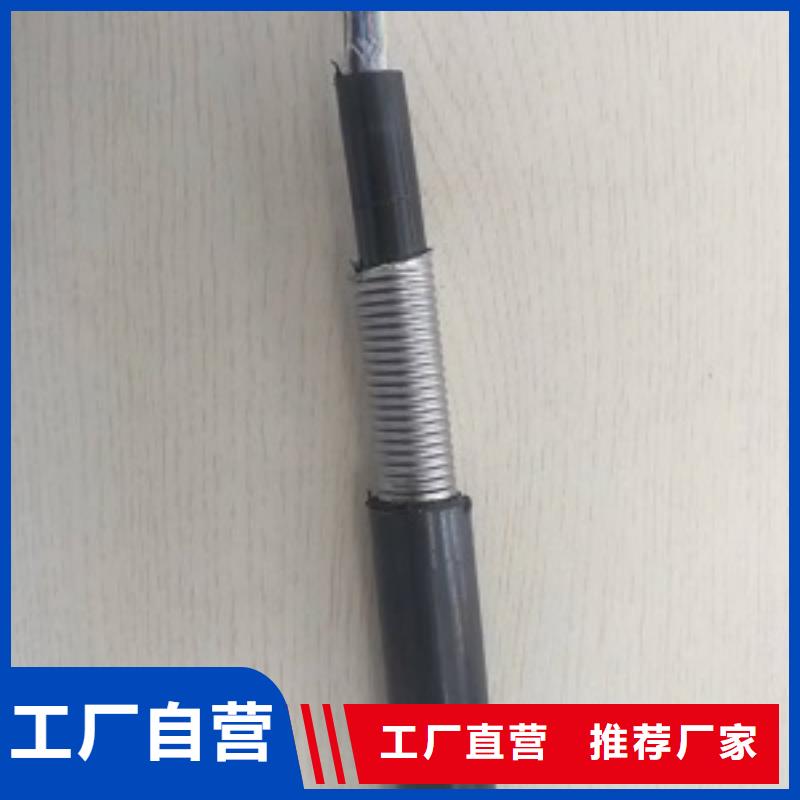
��ǰС���ܵ�̎������һ��Ҳ��6������,С���ܞ�ں�5mm��䓹�,ֱ��һ���42mm.��ͨ�^С���ܝ{��������ǰ�����^������ć��r�M�й̽Y��һ�N����,ʹ���r�γ�һ�����w�����M����һ������
С���ܰ��b�ڬF�����N��������@�C��룬Ҫ������L�Ȳ�С���OӋ�L�ȵ�90%��С���ܰ��b��ɺr�ø߉��L��䓹܃ȵ�ɰʯ���Ƀ����������z���¿ڼ��܇���϶����Ҫ�r��С���ܸ����������懊����������Է�ֹ������̮����С���ܰ��b��ɺr���|�z���̎��ͱO��z�麞�J��
��ǰС����ʩ���r���˹������L��菎r�C�������_�ھ������������@С���ܿף�С���ܿĿ���������DZ�횷����OӋҪ�Ѽӹ��õ�С��������׃ȣ�����CS��ˮ��ˮ�������z���С���͎ܺrʯ��֮�g��϶�����������С���ܶ��^�B�ӿ��y����·����ע�{�C���B����С�����M��ע�{��ע�{���ϲ���ˮ���{��ˮ��-ˮ�����pҺ�{��ע�{�Y�����С���ܺ�䓼ܺ����B����һ��Ȼ���M���µ�����ʩ������
С���ܿs��C�O���B��
ȫ�Ԅӳ�ǰС���ܿs��C���������~˹�ؙCе�Ƽ�����˾�аl�����g�ˆT���^�����OӋ����Ό����l����ȫ�¹�ˇ���O�䣬�O�佛�^��θ�����Ŀǰ�����m�϶����͑���ʹ������ԓ�O����Ԍ��F��ǰС����ǰ�˿s�ɈA�F�͵ļ��^��ԭ��ͨ�^�ԄӊA�o���ϙC�����M���l�Б��ӟ�t���ض��O�����ٽY���ض�850�z�϶����ң��ӟ�r�g��6����8�롣�ӟ��İ��Ʒ�����M�s�����C���s�����C��4Ƭ���D����ģ���ڸ������D�r���ܼ��ӟ�^����u�s�ɈA�F�Ρ�
ԓ�O����ú�����ˮ���OӋ����ȫ���ɿ����e�ǿs�����C�����_��ȫ���o�����g�OӋ���F���������ͣ�����Ч�����ã��x�九�����l�Б��ӟ�t���ӟ��ٶȿ졢���ܡ�

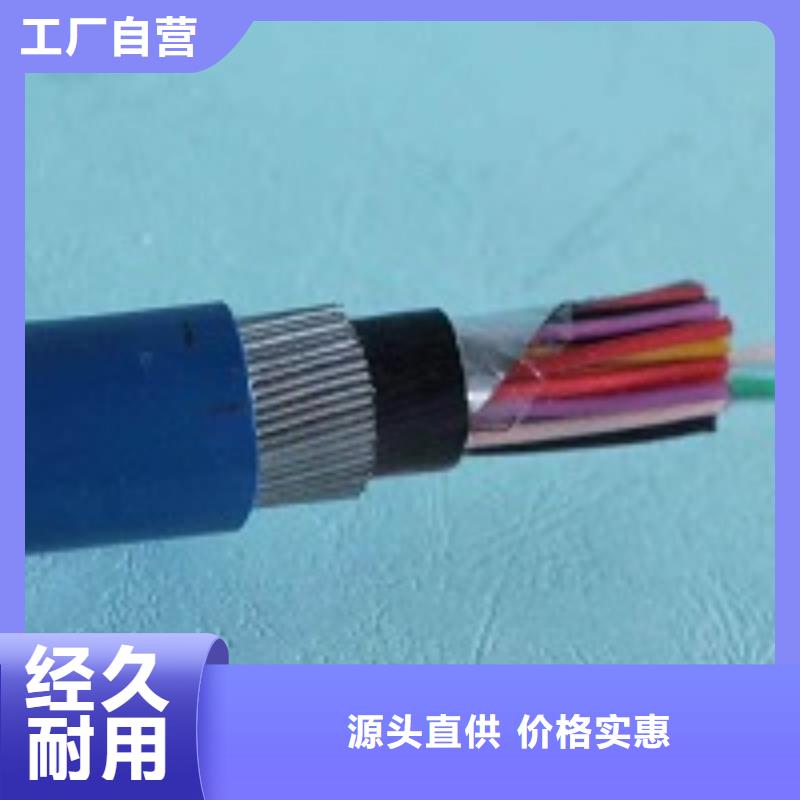
С���ܼ��^�C/С���ܼ��^�ӹ��C
���l�ӟᣬ���Б��ӟ���һ�N����늴ŸБ����ӟ�늌��w��һ���ǽ��٣��ķ�ʽ�����ڽ����Юa���u�������������ɽ��ٵĽ����ӟᡣ�Б��ӟ�������һ��늴��F�����Е�ͨ�^���l�Ľ���늣������w���^��ĴŌ��ʣ�Ҳ���ܕ������t���F��ēpʧ���a���ᡣʹ�õĽ����l�������ӟ���Ʒ�ijߴ���ٷN��ӟᾀȦ�����ӟ���Ʒ����ϳ̶��Լ��B��ȁ�Q����
С���ܛ_�יCԓ�O���əC�ܡ�ģ�ߡ��_�יC�����C�����͉���늿�ϵ�y�ȽM�ɣ��C�ܣ��C�����Ͳĺ��Ӷ��ɣ����������䣬��䣬�����һ�w���O������ֵ��㲿���������H������r�M�б�Ҫ��̎�����ԝM�㲿���������Ŀ������ܣ�ģ�ߣ�ģ�ߎ��̶ȳߣ�����ֱ���x�������S���{ԇ�_���ȫ�ף��_��ƽ������λ�ʡ������a���N�������Ρ�÷���ܡ��A�ܷ��ܵȡ�
|
��̖ |
YL50NCB |
||
|
�ӹ��� |
42mm |
���a���� |
60��/�r |
|
���� |
55kw |
늉� |
380V |
|
ģ�� |
4�� |
���� |
1200kg |

�O��DƬ
Һ��Ԫ�����ڹ��̙Cе���������K�ͼ��⌦���҂����w��Һ���ðѰl�әCݔ���ęCе���D�Q��Һ���ܣ�Һ���y��Һ���ܷ��䵽���̙Cе���������C��(Һ���ס�Һ���R�_)�ϣ�Ȼ����Һ���ס�Һ���R�_�ٌ�Һ�����D�Q��Cе�ܣ��C�����F���N�������@���^�̣��������K��ѪҺݔ�͵����w�ĸ�̎���⣬����ͨ�^�տs���揈��������w�����P���Ą�����
���䓼�8�ֽY��
�� 8�ֽYÿ����2�������M�ɣ���8�ֽY�����Ɇθ�������䓽�ͨ�^8�ֽY�ӹ��C�䏝һ�γ��Σ�H130���䓼�8�ֽY�������䏝����ҕ�߶Ȟ�49mm��H150���䓼�8�ֽY�������䏝����ҕ�߶Ȟ�56mm��H180���䓼�8�ֽY�������䏝����ҕ�߶Ȟ�71mm��H230���䓼�8�ֽY�������䏝����ҕ�߶Ȟ�96mm��
�� 8�ֽY��֫�в����đ����N��
�� 8�ֽY��֫�B���O���ڶ�߅�в������Ì��Ӻ��ӡ�
�� 8�ӽY�����ӹ����ͺ������g���p��Ⱥ����ӳ�һ�����w�����ӽ��^�O���ڶ˲����g�������Ӻ�̎����
�� H130���䓼܃ɂ���֫8�ֽY�в���Ӻ����p�L�Ȳ�С��5cm��H150��H180��H230���䓼܃ɂ���֫8�ֽY�в���Ӻ����p�L�Ȳ�С��7cm��
�� 8�ֽYб߅���üs45��Ƕȣ����Q���á�
�� 8�ֽY����������Ȝy���c�������8�ֽ��e���ã�ͨ�^�����γ����w�������B�Ӳ����p���Ӻ��ӣ��p���Ӻ��Ӻ��p��������䓽�ֱ���_����Ŀǰ�F�����䓼�8�ֽY�ӹ���Ҫʹ��䓽��Ц�10�A䓡���14�ݼy䓣�����10mm䓽�p�L�Ȳ�С��50mm�����p���Ȳ�С��8mm�����p��Ч��Ȳ�С��3mm��14mm䓽�p�L�Ȳ�С��70mm�����p���Ȳ�С��11.2mm�����p��Ч��Ȳ�С��4.2mm��
�� 8�ֽY֮�g�g����60mm��
С���ܿs��C�O��ʂ���Ϣ��
1�������C����ƽ������,������Û��ᔹ̶��O��C�w��
2����ͨ�Դ�M�������пs�����C�x�����50ƽ����о���~�����ӟ�t����3�����50ƽ���Ć�о�~����(�Դ��380V50HZ)��
3����sˮͰ��ע��ٷ�֮80ˮλ�ļ���ˮ�������ܛˮ�����_��ˮ�ã��z�yˮ·ѭ�hЧ����ϵ�y������o�`����
4����ͨ��·������ֱ��10mm�Ě�ܽ�ͨ��Դ����AFL2000�������O�Þ�0.2MPA���ɣ�
5���s�����Cǰ�¾W�Yλ��ע��20L�C�ͣ����ڝ�������s���C�P�I�㲿������
6�����dԇ�\�У������Դ���_����á��������C���D�����Ӽӟ�t���ӟ��B���_̤���M�C���_̤�_�P���z�y�����r�g�Ƿ����_�������Ƿ�형���

��ǰС����
����С���ܛ_�יC�������c��
1. ���C���øߴ��ϵĔ����OӋ�����ö�η������Ϸ������Ɍ��F��ͬ�L�ȵĹܼ��ӹ���
2. �O�����ϙC���Ɍ��F360���������D���Ɍ��Fһ����������λ�Û_������
3. ���ϙC���Ɍ��F�ܼ�ץ�o�����ɷ��D�����Ϻ����D�������ŷ�PLC����ϵ�y��
4. ���ϡ��_�ס����D���Ɍ��F��ͣ��ɵ��ʽ�O�䣬���Ի��OӋ�����ϼӹ��İ�ȫ�ԣ�
5. ����˹��@���^ȥʽ���������ܻ��ě_���ɞ��Ј�������Ч�����^ȥ��20�����ϣ���λ���_�`��С�����߅���⻬��
䓼ܑ��ֹ���������ÿ�����L�ȑ������OӋ�ߴ缰�_�ڷ����_�������˴���4m��ÿƬ���Α���̖��ע�����bλ�á����䓼��˲����䏝���������͡�䓼ܹ��οɲ��ù��S���ӹ���������������ڬF���ӹ��������F���ӹ��ĸ��䓼ܑ���1��1̥ģ���Ƴߴ磬����䓽�c��횲��ú��ӣ������L�ȑ���С��40mm�����Q����