�әC���w������CBN��ƬONHN0504 ���ص���")
������Q�����ݲ���Ӳ�|(zh��)��������˾
(li��n)ϵ�ˣ����L����������
(li��n)ϵ�֙C��
�̶��Ԓ��
��I(y��)�]�䣺3495628517@qq.com
(li��n)ϵ��ַ��
�]����
(li��n)ϵ�ҕr��Ո�f���ھ��|�W(w��ng)�Ͽ����ģ��x�x��
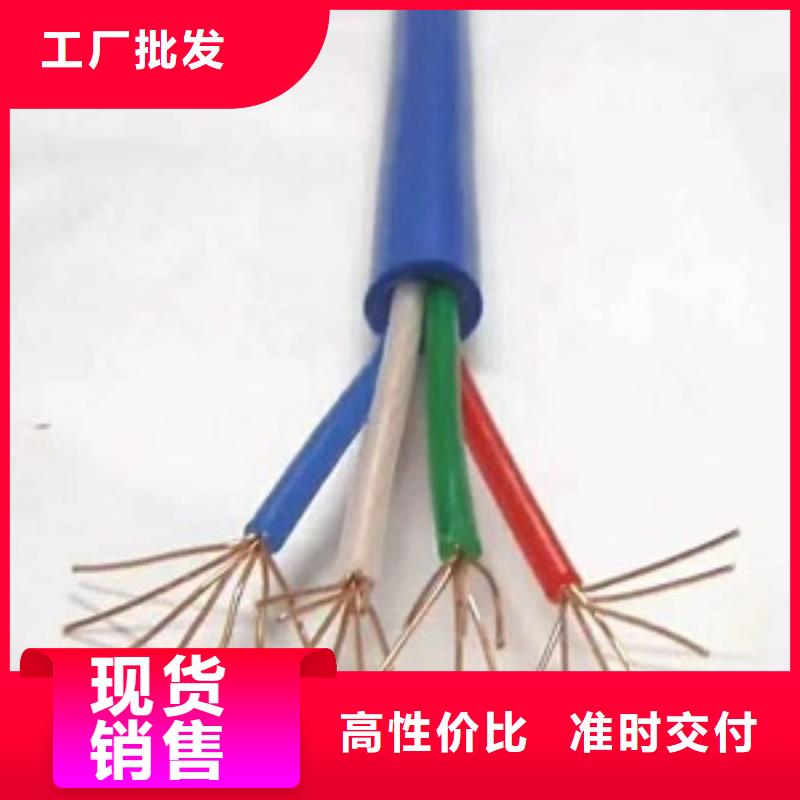
�l(f��)�әC���w���w���|(zh��)һ�����T�F����Ҋ�ӹ���Ƭ���|(zh��)��Ӳ�|(zh��)�Ͻߡ��������������������ƣ����܌��F(xi��n)���������������������ߣ�PCBN���ߣ����_���ԏ�����ĥ�Ժã��ߜ��ԣ��Ǵ������ӹ����T�F���������뵶�ߡ�
���T�F�l(f��)�әC���w���w�ӹ�����Ҫ��
1�����_���ԏ������T�F�l(f��)�әC���w���wë�����ϳ����F(xi��n)Ӳ�|(zh��)�c����ס���Ƥ����ӡ��Aɰ��ȱ�ݣ���Ҏ(gu��)�������׳��F(xi��n)���ЬF(xi��n)���_���Ա��^����ݲ��س�Ӳ�������wPCBN��ƬBTS2800���|(zh��)�����_���ԏ������ױ��������B�m(x��)-���m(x��)�ӹ������С����������öȱ�Ӳ�|(zh��)�Ͻ߸�ʮ�ױ���������M�ڵ��ߣ�
2��Ӳ�ȸߡ���ĥ�Ժá��ߜأ��l(f��)�әC���w���w���ϻ��T�F����Ӳ��һ����׃����HB180-220����Ҏ(gu��)�������׳��F(xi��n)����ĥ���l���Q���Ȇ��}��Ӱ����a(ch��n)Ч�ʡ����ݲ���PCBN��ƬBTS2800���|(zh��)�� �����մɽY(ji��)�τ���CBN�������_95 %�����ϳ��ߵĻ��Ϻ����a(ch��n)��ˇ�_����Ƭ����ĥ�ԣ��᷀(w��n)���ԺߜؼtӲ�ԡ�
3�����ȸߡ��❍�Ⱥã��l(f��)�әC���w���w�b�侫�ȼ��b�ɺ�C�������ܡ��������ںܴ�̶��ϛQ���ڰl(f��)�әC���w���w�����ļӹ��|(zh��)�������ݲ������w���Y(ji��)ʽPCBN㊵�Ƭ��Ч��Q�pм�͔�м���}����Ч���o�������棬�ܱ��C��Ҫ��Ĺ❍�ȡ��ߴ羫�Ⱥ͎��Π�ȡ��������ݲ���PCBN��Ƭ���ڿ��D(zhu��n)λ���е�Ƭ�����D(zhu��n)λ���ȸߣ��p�ٌ����r�g�����Ч�ʡ��ɸ���(j��)�Ñ���������Ҏ(gu��)��
4���m�ϸ���������PCBN������ȫ�Ԅ���ˮ�����������a(ch��n)�T�F�������뵶�ߣ��ɳ��ܸߜأ����٣����m(x��)�ȹ��r�� �������ݲ���BTS600���|(zh��)����߾��ٶ�2000m/min���ɘO����ӹ�Ч�ʡ�
���T�F�l(f��)�әC���w���w�ӹ����r

1�� ��㊰l(f��)�әC���w���͵���[��D]
2�� ��㊰l(f��)�әC���w���͵���[��D]
3�� ���M�l(f��)�әC���[��D]
����(j��)�ӹ��F(xi��n)���y(t��ng)Ӌ�����ݲ���PCBN��Ӳ���ߣ��Ĵּӹ������ӹ����T�F�l(f��)�әC���w���w���ڹ����c����·����ȫ��ͬ����r�£����ص����ܳ��ܸ���ı��Ե����������������L������ȵ���ӹ�Ч�ʡ�
|
���ݲ��ؼӹ��w݆PCBN������̖ |
||||
|
��Ƭ��̖ |
�m�ϼӹ���ʽ |
���ܳԵ���� |
���ܵ�������B(t��i) |
���]�ӹ�Ӳ�� |
|
BTS2800 |
�ּӹ����뾫�ӹ� |
�������L1/3 |
���m(x��)-�B�m(x��) |
HB180-220 |
|
BT7800 |
���ӹ� |
��1mm |
�B�m(x��)-���m(x��) |
HB180-220 |
|
BTS2900 |
���ӹ� |
��0.5mm |
�B�m(x��)-���m(x��) |
HB180-220 |
�ӹ�����
��㊰l(f��)�әC���w��� PCBN��Ƭ
�������Q���l(f��)�әC���w���
�������|(zh��)���T�F��HB180-220��
���]���ߣ�����PCBN���w���Y(ji��)㊵�Ƭ
���|(zh��)BTS2805ϵ��
SNFN120612
��������(sh��)��Vc=800-1000m/min��ap=2-3mm��F(xi��n)z��ÿ�X��=0.1-0.15mm
����PCBN��Ƭ�^ijƷ��CBN��Ƭ�����߉������1.5��
���M�l(f��)�әC���PCBN��Ƭ
�������Q���l(f��)�әC���w���
�������|(zh��)�����T�F��HB180-220��
���]���ߣ�����PCBN���w��(f��)���M��Ƭ
���|(zh��)BT7800 ϵ��
TCGW110304-F
��������(sh��)��Vc=500-620m/min��ap=0.3-0.5mm��F(xi��n)z=0.05-0.1mm
����PCBN��Ƭ�^ijƷ��CBN�����߉������1�����ӹ�Ч�����1.5��
��㊰l(f��)�әC���w��������PCBN��Ƭ
�������Q���l(f��)�әC���w��������
�������|(zh��)�����T�F��HB180-220��
���]���ߣ�����PCBN���w���Y(ji��)㊵�Ƭ
���|(zh��)BTS2800ϵ�� SNFN120408
��������(sh��)��Vc=1200-1500m/min��ap=0.4-0.6mm��F(xi��n)z��ÿ�X��=0.08-0.12mm
����PCBN��Ƭ�^ijƷ��CBN��Ƭ�����߉������1�����ӹ�Ч�����2��
��С�Nʿ��
1��㊵��X��(sh��)�m�У��Դ_���ڼӹ��r�]��̫��ĵ�Ƭͬ�r�������ϏĶ���������ӡ�����Mխ��������ǻ�rҪ�����ĵ�Ƭ�������ϡ�
2���x����m��ÿ�X�M�o�����Ա�����м����r�@�úõ�����Ч���Ķ��p�ٵ���ĥ�p��
3���_��㊵�Ƭ�A�o������������^���г��F(xi��n)��ƬÓ�䣬��(d��o)�¹�����U����r��
4���_����Ƭ���b���_����t�����F(xi��n)������ǰĥ�p��ͻȻʧЧ�����������ʽ����Ă�(c��)��ֲڶȺ���ӵȆ��}��Ӱ푼ӹ�Ч����
----����y(t��ng)һ��B��-----
�҂��ĵ��߲��H����܇���������߀�ڿӹ���(y��ng)�����Ъ����ă�(y��u)�ݣ��oՓ�������κμӹ��y�}�����ص����g(sh��)�ˆT�������S���Ľ�(j��ng)���|(zh��)���Įa(ch��n)Ʒ������Q���y��
���ݲ���Ӳ�|(zh��)��������˾���к���ʡ�����������߹��̼��g(sh��)�о����ĺ������г�Ӳ��(f��)�ϲ��ϵ��߹����о����ģ���ʮ��팣ע��Ӳ�������켼�g(sh��)���Ј��ƏV��(y��ng)�ã�������PCBN��Ƭ�Լ�����ʯɰ݆��������N�ۣ����m(x��)�����(n��i)��߶�����I(y��)�ṩ���١���Ч���Gɫ�ӹ���Q�����߶˾���PCBN���ߣ��������I(y��)4.0