
��܇���ӹ���ʲô���^")
������Q�������A�ⳬӲ��������˾�N�۲�
(li��n)ϵ�ˣ��ǰ�����������
(li��n)ϵ�֙C��
�̶��Ԓ��
��I(y��)�]�䣺1025248340@qq.com
(li��n)ϵ��ַ������ʡ�����и��¼��g(sh��)�_�l(f��)�^(q��)�����28̖
�]����450001
(li��n)ϵ�ҕr��Ո�f���ھ��|�W(w��ng)�Ͽ����ģ��x�x��
���ټӹ��T�첻�P�201�ĵ��ߡ�܇�����ߡ�������ߵȔ�(sh��)�ص�������̖��
�ӹ��T�첻�P�201�ĵ��ߣ���܇�����ߡ�������ߵȔ�(sh��)�ص��ߣ�---�A�ⳬӲ���߹�˾���Ƶĵ��߲��|(zh��)BN-H10��BN-H20��BN-S20��̖��(sh��)�ص��ߣ��C�A���ߣ��V����(y��ng)����RC45-HRC79֮�g�T�첻�P�201�ͳ����Ͻ�����У���Q�˂��y(t��ng)Ӳ�|(zh��)�Ͻ��^�ӹ��T�첻�P�201�����Ͻ�rЧ�ʵͣ��l�����Q���ӹ����Ȳ���λ�����y�Ա��C���}����Q��Ӳ�|(zh��)�Ͻ�Ϳ�ӵ��ߣ��մɵ��߲����ã�����ĥ�p�^��Ҫô������Ҫô�����������}������܇����������M�����вۼӹ�HRC45-HRC68֮�g��Ӳ�ȴ�������9SiCr ��T8��T10��H13����䓴�����܇��Ӳ��HRC60���ҝB̼�T�첻�P�20120CrMnTi��20Cr���T䓝�䓼���ð��܇���ӹ�������������i䓡����t������t��懺Ͻ�Ĵּӹ����پ��ӹ���ģ����ȴ�������ĥ������á���܇��ĥ����܇����ĥ���I(l��ng)���С����²��|(zh��)PCBN��Ӳ�Ͻ�(sh��)�ص���Ҳ�m�ϼӹ���̎����Ӳ�ȴ���HRC50�{(di��o)�|(zh��)��ϼӹ���40Cr ��42CrMo��Ӳ䓼�65HRC���ϴ��Ӳ䓣� Cr12MoVģ��䓴����HRC62���ϵĽ�ӹ�܇��������Ӳ�棬�����܈݁Ӳ��HSD75���ϵķ��¼�܇����HRC62-HRC68Ӳ�ȴ���GCr15�S��䓣�65Mn���|(zh��)���ʹ���l(f��)�m���S��P������܇����A�����Լ��вۼӹ����ߣ�������t�䓰壬�M���X݆���X݆�S�ă�(n��i)��ģ�߲��ϣ���ĥ䓰�HB400����Ӳ��䓣����ֵ���������S��о�S����Ӳ����HRC70���ϼ�Ӳ��䓵���܇����������M�����в۴�ĥ���ӹ����ߡ�
�A�ⳬӲ���߮a(ch��n)Ʒ���鼰�ڴ���䓲ļӹ��еă�(y��u)�ݑ�(y��ng)����
BN-H10��̖�����Ǽ���������(0.5~5��m)���Ɍ��F(xi��n)���ٸ߾��ȼӹ�HRC50���ϴ���ϣ��m���B�m(x��)�ӹ����羫܇Ӳ��HRC58���ϵ�20CrMnTi�B̼�T�첻�P�201׃�����X݆���X݆�S���Ȧ��������һ�N���F(xi��n)���ٸ߾��ȼӹ��õ��߲��|(zh��)���˵��߿���ӆ���ǘ�(bi��o)�M�����в۵��ȳ��̓�(n��i)��܇������A܇���ȡ�
BN-H20��̖���������þ�����3~15��m��Ͼ������ڔ��m(x��)�ӹ���܇��ĥ�T�첻�P�201���r�����߿��𡢲��״���܇�����L�S�����m(x��)���������m�P������Լ�����M���ӹ������Ϳă�(n��i)�ה��m(x��)�棻܇������(n��i)���I�ۻ��⻨�I�۵Ĕ��m(x��)��Ӳ��ӹ����Լ����ߜغϽ��HRC50Ӳ�ȳ�Ӳ�ӹ�����ӹ�Ч�ʡ��˵��߿ɶ��Ʒǘ�(bi��o)�����в۵�����܇�����M����㊵����ݼy���ߵȡ�

BN-S20��̖��(sh��)�ص��������÷ǽ���ճ�τ��Ƴɵ��о���CBN���w���Y(ji��)���ߣ����c�ǿɴ������ּӹ���Ӳ䓣����ڲ��÷ǽ��ٽY(ji��)�τ����Y(ji��)�������˵��������ض��^����ɵĵ��߉������͆�����������Æ��}�� BN-S20��̖�����LJ��H��֪���ĵ�����̖����������D(zhu��n)λ��(sh��)�ص��߽Y(ji��)��(g��u)ʹ�ã�������(y��ng)����Ӳ��HSD85���ϸ����܈݁��Ӳ��HSD90������܈���܈݁������GCr15�S���HRC62Ӳ܇�����Լ��T䓝�䓼���ð�ڼӹ�������䓡����i䓡����t䓡����t��懺Ͻ�Ĵּӹ����پ��ӹ�������ģ��䓵ȴ�������ĥ������á���܇��ĥ����܇����ĥ���I(l��ng)���С�BN-S20��̖�������ڱ�������������ճ�τ���(d��o)�µĵ������öȽ��ͣ����߉����Ȃ��y(t��ng)���ٽY(ji��)�τ����߸�2�����ϡ�
Ӳ�|(zh��)�Ͻߵ�Ӳ����89~94HRA���ஔ(d��ng)��71~76HRC������HRC40���ϵ��T�첻�P�201�ӹ��rӲ�|(zh��)�Ͻ����ן������ĥ�p�K�Ҽӹ�Ч�ʵͣ��մɵ������ڴ���̫�����ױ�����һ�㳣���ڳ����ӹ�HRC50���¹�����(j��ng)������ã��������������^�������ʯ֮����F(xi��n)����һ�N��Ӳ���ϵ��ߣ����ߵ�Ӳ��һ���HV3000~5000����HVӲ�ȓQ��HRC�ஔ(d��ng)��HRC95-100������HRC50���ϸ�Ӳ�ȴ�����ټӹ����ͳɱ����v��齛(j��ng)�����㡣Ŀǰ�������ں�ɫ���ټӹ��I(l��ng)������ĥ����ߵĵ��߲��ϣ���(j��ng)�^Փ�C�����������ߵĉ���һ����Ӳ�|(zh��)�Ͻߺ��մɵ��ߵĎױ�����ʮ���������S���о����M���������m��(y��ng)���N��Ӳ�ȏ�(f��)�s���ϵļӹ����A��HLCBN�����Ƶĵ�����̖BN-K10�����Լӹ�HRC70����Ӳ�ȵ�̼���u���ڇ���(n��i)�Ќ���������ͬ�r������������Ӳ�|(zh��)�Ͻ���ϵ��ߣ�����Դ��Dz���������ᘌ�����������Ӳ��������c���A�ⳬӲHLCBN���Ƴ����m�ϔ��m(x��)���������d�ּӹ�������������̖�����A�ⳬӲBN-S20��̖��(sh��)�ص��ߞ����������H���Ԕ��m(x��)������Ӳ䓣�Ҳ���Դ������г������Ĵ�Ӳ�ӣ���ǰ���Dz��]�Р������ߵ���ĥ�ԣ��@���c�Ј��ϵĵ������IJ�ͬ������ĥ���c���_���Ե�����ƽ�⡱��HLCBNƷ�����������糬Ӳ�����ИI(y��)��ԭ��֮һ���ڇ���(n��i)��ߌW(xu��)�g(sh��)�����кܸ��u��ͬ�r���A�ⳬӲHLCBN��������w������ʽ����(w��)���Ҳ�ژI(y��)��(n��i)�ܵ�һ�º��u��
�m�ϼӹ���ʽ��܇���ӹ�������܇����܇��܇�ۣ�������ӹ�������㊡���㊣����M���ӹ��������M�����M��
�m�ÙC������(sh��)��܇������(sh��)����܇����ͨ��(sh��)��܇��㊴������T㊴�����(sh��)��㊴�����㊴������M���ӹ�����/܇���ӹ�����/����ӹ����ģ�܇㊏�(f��)�ϼӹ����ģ��M㊏�(f��)�ϼӹ����ģ�
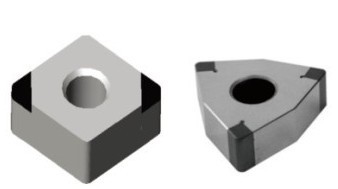
���߽Y(ji��)��(g��u)��ͣ��A�ⳬӲ���߰���������������͵��ߺ����������߃ɴ��������������͵����ǰ�������������(f��)�ό�ֱ�Ӻ��ӵ����͵����ϣ����A�ⳬӲ�в�܇����С���M���ȷǘ�(bi��o)���ߣ���D��һ�N�ǙC�A���D(zhu��n)λ�Y(ji��)��(g��u)���ߣ���D��
��
�ӹ��T�첻�P�201�ĵ��ߣ���܇�����ߡ�������ߵȔ�(sh��)�ص����ǘ�(bi��o)���͵��ߣ����������̖����������Ӳ��HRC45�����T�첻�P�201�l(f��)�m���S��P������܇����A�����Լ��вۼӹ����ߣ�������ӹ�HRC60Ӳ�ȸ��t�䓰壬�M��HRC58�B̼�T�첻�P�201�X݆���X݆�S���ӹ�HRC62����SKD11�T�첻�P�201ģ�߲��ϣ���ĥ䓰�HB400����Ӳ��䓣����ֵ���������S��о�S����Ӳ����HRC70���ϼ��T�첻�P�201��Ӳ��䓵�܇����������M�����вۼӡ�
�ӹ��T�첻�P䓲����Ô�(sh��)��܇���ӹ���CBN���|(zh��)�������x��֮ǰ���䵶�dz���Ҫ����Ҫ���õ���ӹ�Ч�ʣ����ͼӹ��ɱ�����ُ�I����֮ǰ������ǰ�ڜ�ͨ�Ƿdz���Ҫ�ġ��鹫˾����ӆ���ǘ�(bi��o)���͵��ߏĶ��_����˾�����ļӹ�Ҫ�gӭ���Ĵ�ԃ
�� ��˾���Q�������A�ⳬӲ��������˾
�� (li��n) ϵ �ˣ��ǰ���
�� �� ַ�������и�� ^(q��)�ѻ�����̖
�� � Ԓ��0371-67986978
�� �� �C��15638121553
�� �� �棺0371-67981990

























