������Q���o�a���տƼ�����˾
ϵ�ˣ����[����
ϵ�֙C��
�̶��Ԓ��
��I�]�䣺wufang@hope-tec.cn
ϵ��ַ�����K�o�a�V��·555̖���ϳnj��֘�206��
�]����214000
ϵ�ҕr��Ո�f���ھ��|�W�Ͽ����ģ��x�x��
AKS�ӹ����ĸ���ȥë�̵��ǵ��� FDT SXO ����ȥë��
�N�۟ᾀ��18961863005��С�� ��ǰԃ�r

![]()
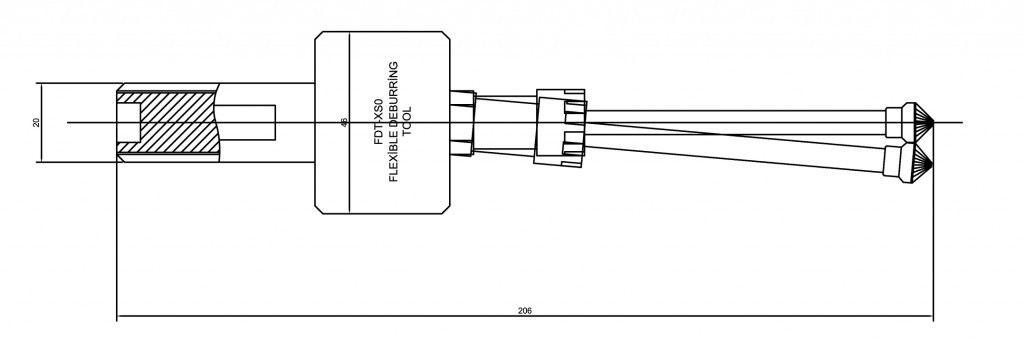
FDT SXO ����ȥë�̹���
FDT SXO ��һ��ȥ���Cе�ӹ��^���Юa����ë�̵ĸ���ȥë�̹���
ͨ�^���ߵĸ��әC�ƣ�FDT SXO ��������������ƽ����߅���ƄӼӹ���ԓ���߿�����5����10mm��߅���a����
����߅���ĉ����ǿ���ͨ�^��������ęC���M���{����
���߾Ϳ���ֱ��ͨ�^�C�����S�ӡ�
�c�����D�����ӄӮ�
�c�����D��ҕ�l
�c�����d��PDF�D��
�c�����d��DXF�D��

�ӹ�����
�ӷ�ʽ�����S��
�D�٣�3000��8000rpm
�M�o��2000��4000mm/min
��������5mm��100mm�L�ĵ��^�����_��10mm)
ƫ�ƽǶȣ�����5��
ʹ��ER-11�ĊA�^�����^�����A�ַ������ԏ�0.5mm-7mm
���w���߱�����ȹ�20mm./HSK,SK�����������������������a
���мӹ����϶�����������ȥë�̵���
���c
��S�o
���M�o���D�٣�3000-10000rpm /2-5m/min)
�����������Ǵ�С����
�o�����OӋ�m�����κ���ʽ�ęC�����m������С�ęC����
�����N�m�ϼӹ���ͬ���ϵĵ��^�����x���p��-����-���ͣ�
����ȥë�̵��ǵ����ڔ��ؙC���ϵ�ʹ��
FDT SXO�Á��o������ƽ��߅�����Ǻ�ȥ��ë�̣������ڹ����Č��H݆���ͳ����g�Ԅ��a��

��������
���S�ٶȣ�
�҂����]�D��5000rpm
�D��8000rpm
(Ո�����C�����ṩ�ęC���D�ٛQ����
�M�o��
���]�M�oֵ��F=3000mm/min
�M�oֵ����ڼӹ��^���б���һ�£���t�����µ��Ǵ�С��һ�¡�݆���ij����Ƶĕr��
�M���ܵ����߽ӽ��սǣ��@�Ӳ���ȥ���ս�ë�̡�
������
���״�ʹ�ø���ȥë�̵��ǵ��ĕr���҂����h�т������O�Þ�5mm���ң���������^����ƽ���ӹ������磺�����^���ӻ��������������f�����|�ĉ���̫�ͣ����Ҫ�Ӵ�����ֱ��Ӱ푵���ȥë�̵ĺ�ȣ�ͨ����r������Խ�࣬����Խ��

����ȥë�̵��ǵ������ߵ�ʹ��
FDT SXO ����ȥë�̵��ǹ��ߣ�ͨ�^���S�ӣ������_��5mm�ď���ƫ�������˜������^¶���A�^���֞�20mm������Ҫ���C����݆������r���е�݆�����ܱ��ӹ��������^��Ҫ��1-3mm���A��������
��������
FDT����ȥë�̵��ǵ���������Ҫ형r����D���ӹ��^���Ї��@�����㊡�
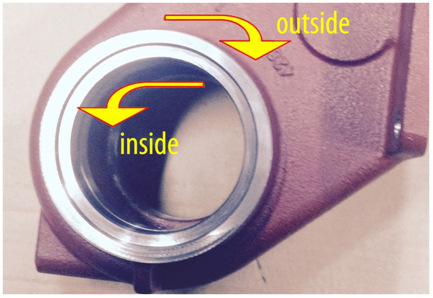
����ȥë�̽��|�c��
����ͨ����Ҫʹ���F�ȵ��������^������ʹ�������^��픶��M�мӹ���Ҳ����ʹ�������^�����M�мӹ���
�ڹ������κ��b�A�����S��ǰ���£��҂����h�M����ʹ�������^�ĺ��a�п��M�мӹ����@���ܵõ����õĵ���ȥë��Ч�����̵ļӹ��r�g��
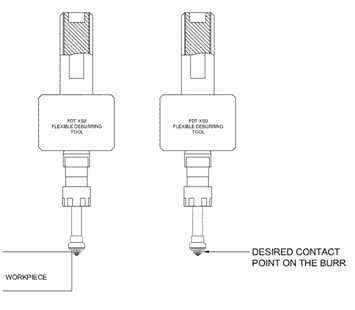
ȥë���^���еĂ���ƫ����
�_���ڼӹ��^���У�����ʼ�K��һ�������ڹ���݆�����Aƫ����1-3mm��

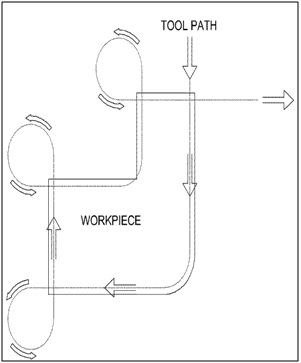
���ӹ�·����
���ڸ���ȥë�̵��ǵ����f���Ƚǣ����潻��̎���ļӹ������sЩ��ͨ����r�������^����ͬ�r���|�ȽǴ�ֱ�ăɂ��棬����@�Ӽӹ��IJ�ƽ�������¹��ߵ����ӡ��҂����h����һ�������^��ͬ�r���|��ֱ����ĵ���·�����F�������^���܉�ӽ��@�ӵĴ�ֱ�Ƕȣ����ӽ��@�ӵăȽǕr�������m�������ᣬ�F�������^��픲����|������ע����ʹ�������^픶˼ӹ��r���ӹ��ٶȑ����͡������ڼӹ���������ֱ�ȽǕr��Ҫͨ�^�A���������ɼӹ��Ƚǡ�
�ڼӹ���Ǖr���ڹ����������׃�ӹ�������D��
��Ҋ���}��
�^�ȵ��ǣ�
1�������M�o
2���pС�����������^С�Ă������������µ������ӏĶ��p�������͵����C����
���Dz�һ�£�
1�����ڷ����׃�����M�o�ٶȲ��Ǻ㶨�ġ��������M�o
2���M�o�^�͡��������M�o�ٶ�
3������λ�ã����������]���{���á�������������1-3mm
4���p�M�o��
5�����ӂ�����
6���������S�D��
���Dz�ƽ��
1���������S�D��
2�����Q�����^
����ȥë�̵��ǵ����b��100mm�L�����^�D��
FDT���aȥ���Cе�ӹ��^���Юa����ë�̵ĸ���ȥë��
ͨ�^���ߵĸ��әC�ƣ�ԓ�N����ȥë�̵��ǵ��߿�������������ƽ����߅���ƄӼӹ�
����߅���ĉ����ǿ���ͨ�^��������ęC���M���{����
���߾Ϳ���ֱ��ͨ�^�C�����S�ӻ����ڙC������ͨ�^�����
![]()
ϵ�ˣ����[
�֙C��18961863005
�Ԓ��0510-82442260-805
���棺0510-84060001
Q Q��1323858403
�]�䣺wufang@hope-tec.cn
�Wַ��http://dj.hope-tec.com
��ַ�����Kʡ�o�a�ЏV��·555̖���a��BB��206��
---------------------------------------------------------------------------------------