������Q���Ϻ���ØI��������˾
ϵ�ˣ��˽�����������
ϵ�֙C��
�̶��Ԓ��
��I�]�䣺191147507@qq.com
ϵ��ַ���Ϻ��ɽ��^С��ɽ悸ۘI·158Ū2̖c56��
�]����201600
ϵ�ҕr��Ո�f���ھ��|�W�Ͽ����ģ��x�x��
���_����_���ϵ�ˮ�ù���һ�l��ˮ�ܕr������ÿ�_ˮ�ó�ˮ�����b�O�y�T��ֹ���y�����_ˮ����ˮ�п��ܮa�������r�����Oֹ���y�������S������ˮ�P�c������������ˮ�ܺϲ��ų���
1��������ˮ���{���r���ɰ�������ˮ���С�r�����x����������ݼ�ˮ����ˮ��������С��10L/s����ˮ�õēP�̰������߶ȡ��ܵ��pʧӋ��_�����ٸ���һ��������ˮ�^������ˮ�^�˲���0.02��0.03MPa����ˮ����ˮ�ܺͳ�ˮ�����ٲ���С��0.7m/s�������˴���2.0m/s�����������ȑ���ÿ��������ˮ��ˮ�؞��Ԫ�O��һ�_���ñã�ƽ�r�˽����\�С������ҡ��O��C����܇��_ϴ�������ˮ�����Ѓ��_�����_������ˮ�Õr�ɲ��O���ñá�
2������ˮ�؟o���O�¹���ˮ�ܕr��ˮ�Ñ��в��g��Ą�������;
3�������P�]��ˮ�Mˮ�ܕr���ɲ��O���g�����������������O�È��b�á�
4������ˮ���۱��������д�K�s��r����ˮ���۱��ˎ��з����b��;���������^���w�S����ˮ�r���˲��ô�ͨ����ˮ���۱á�
5����늙C���ʴ��ڵ���7.5kW���ˮ�ڹ����ڵ���DN100�r���ɲ���ˮ�ù̶������b��;
B���ų��ܼ���ܽ��^�����]���ܳ��ܵ������
C���ܵ����Ñ��M���ܲ��ó�ֱ�ܱM���pС�ܵ��еĸ����ͱM���sС�ܵ��L�ȱ���D���ĕr���^�ď����돽��ԓ�ǹܵ�ֱ����3��5���ǶȱM���ܴ���90��
D��ˮ�õ��ų��ȱ���b�O�y�T�����y���ֹ�y�ȣ�����ֹ�y�y�T�Á��{���õĹ��r�c��ֹ�y��Һ�w�����r�ɷ�ֹ�÷��D��ʹ�ñ���ˮ�N�Ĵ������Һ�w�����r���a����ķ�����ʹ�Óp�ģ�
�����_�������P��
�����Ĵ_��
a��������a��ˇ���ѽo����С�����������������������������]
b��������a��ˇ��ֻ�o���������������]����һ�������� ����ns>100�Ĵ��������䲻��P�̱���������ȡ5%�� ns>50��С�����ߓP�̱���������ȡ10%50��ns��100 �ı���������Ҳȡ5%���|�����Ӻ��\�Зl�����ӵı�����������ȡ10%
c�������������ֻ�o�����������Q����w�e����
6ע����헼��S�o�p���x�ıýY�����c
��
1.�Y���o�� �������^�������Ժã����ڰ��b��
2.�\��ƽ�� �����OӋ���p���~݆ʹ�S�����pС������ȣ����Ѓ���ˮ�����ܵ��~�ͣ����������T�죬�Ú��ȱ��漰�~݆����O����A�����@���Ŀ����g���ܺ�Ч�ʡ�
3.�S�б��C�\��ƽ���������ͣ�ʹ�É����L��
4. �S�� �x�ÙCе�ܷ�������ܷ⡣�ܱ��C8000С�r�\�Пoй©��
5. ���b��ʽ �b��r�����{�����ɸ����F��ʹ�×l��������ʽ���Pʽ���b��
6. ���b�����b�ã��Ɍ��F�Ԅ���ˮ�������谲�b���y��������ձã����赹�࣬�ÿ��Ԇ��ӡ�
2�p���x�ıýY�����c
��
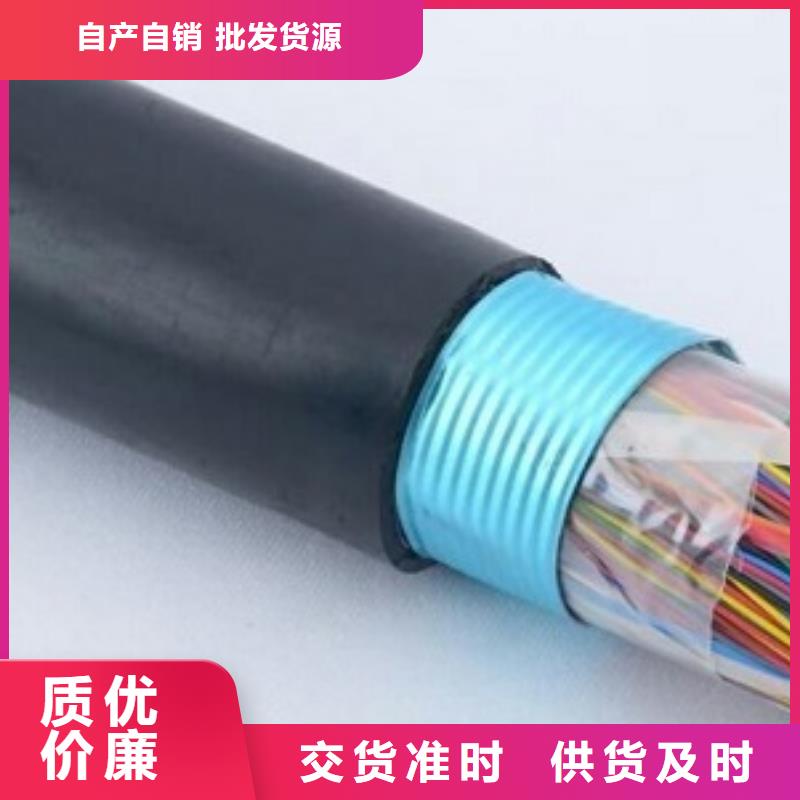
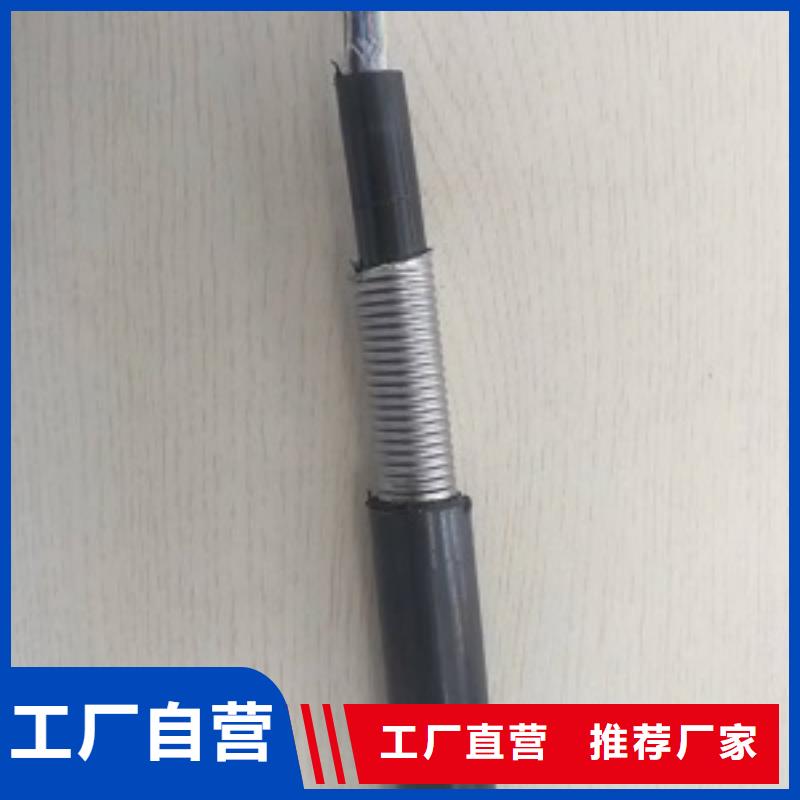
���Ǐ��~݆�����Mˮ���p���x�ıã�����w�ͱ��w�Dz���ˮƽ�ӿp�M���b��ģ��ַQ��ˮƽ���_ʽ�x�ıá��c�μ������x�ı���ȣ�Ч�ʸߡ������P���^�ߡ����w�e���^���أ�һ�����ڹ̶����I���m�������ꡢ��ԭ�е���e�Ĺ��^��Ҳ�m���ڹ��S���Vɽ�����нo��ˮ�ȷ��档
���Ӷ˿����֞�형rᘷ������D����rᘷ������D��
3��Ҫ��;
��
�m���ڹ��S���Vɽ�����нoˮ���վ���r���Ź���Nˮ�����̡�
�V�����ڳ��нo��ˮ����悹�ˮ��
���й���ϵ�y�o��ˮ��
��Fұ����I��ʯ�����͏S���켈�S����늏S���վ�ȵĽo��ˮ��
�̘I������S���Vɽ�ȵ�����ϵ�y�oˮ�����{ϵ�y��ˮ��
�r���ŝ���ȼ����Nˮ�����̵ȡ�
4�p���x�ıõľS��
��
������ˮ��Һ�еĸ��g��һ�N늻��W������ �ڽ��ٱ����γ�һ ��ꖘO��ꎘO�^���x�ĸ��g늳أ� ��������Һ��ʧ ȥ��ӣ�׃�Ɏ���늵��x�ӣ��@��һ�������^�̼�ꖘO�^�̡��c��ͬ �r�ڽ��|ˮ��Һ�Ľ��ٱ��棬 ����д����C������Һ�е�ij�N���|�� �ͣ��к���ӵ��^����߀ԭ�^�̣���ꎘO�^�̡���Ҋ��ꎘO�^������ ��߀ԭ�����ጷš���������߀ԭ���F���ٳ��e�ȡ� �S�����g�^�̵��M�У��ڶ�����r�£�ꎘO��ꖘO�^�̕�����Һ �x���ܵ����g�a�����������Uɢ��������g�ٶ�׃�����@���F�� �Q��O�������ٵĸ��g�S�O�����p���� ���yӋ���g�ǻ����ИI�Ñ����^ʹ��Σ��֮һ�����в����� �p �t�p���O�䣬�t����¹��������l���y�����ø����{8510��8518���ϻ�2222��2223�����ޏͣ����ϸ��ܶȵķ��������⻬���棬�܉���߿����g�������������������еĿ����g�ԣ����a���ٱ����ḯ�g�����c�������O��ʹ�É�����
��ꖘO��ꎘO�^���x�ĸ��g늳أ� ��������Һ��ʧ ȥ��ӣ�׃�Ɏ���늵��x�ӣ��@��һ�������^�̼�ꖘO�^�̡��c��ͬ �r�ڽ��|ˮ��Һ�Ľ��ٱ��棬 ����д����C������Һ�е�ij�N���|�� �ͣ��к���ӵ��^����߀ԭ�^�̣���ꎘO�^�̡���Ҋ��ꎘO�^������ ��߀ԭ�����ጷš���������߀ԭ���F���ٳ��e�ȡ� �S�����g�^�̵��M�У��ڶ�����r�£�ꎘO��ꖘO�^�̕�����Һ �x���ܵ����g�a�����������Uɢ��������g�ٶ�׃�����@���F�� �Q��O�������ٵĸ��g�S�O�����p���� ���yӋ���g�ǻ����ИI�Ñ����^ʹ��Σ��֮һ�����в����� �p �t�p���O�䣬�t����¹��������l���y�����ø����{8510��8518���ϻ�2222��2223�����ޏͣ����ϸ��ܶȵķ��������⻬���棬�܉���߿����g�������������������еĿ����g�ԣ����a���ٱ����ḯ�g�����c�������O��ʹ�É�����
��
ע�����
1�����b©늱��o��
©늱��o��Ҳ�б��������������Ïġ����������@�����־Ϳ������⡣��靓ˮ����ˮ�¹���������©������ܓpʧ�������l�|��¹ʡ�����b��©늱��o����ֻҪ��ˮ��©�ֵ���^©늱��o���Ą������ֵ��һ�㲻���^30��������©늱��o���͕��Д���ˮ�õ��Դ������©����M��ܣ��_����ȫ��
2���Դ늉�����Ī�_�C
�r�����ڵ͉���늾�·���^�L����·��ĩ��늉��^���dz��е��¡�����늉�����198������늉�����342���r����ˮ��늙C�D���½������_�����~���D�ٵ�70%�r�������x���_�P���]�ϣ���Ɇ����@�M�L�r�gͨ늶��l�����������@�M����������෴��늉��^������늙C�^��������@�M����ˣ���ˮ�������I�У������߱���S�r�^���Դ늉�ֵ���������~��늉�10%���£������~��늉�10%���ϣ���ʹ늙Cֹͣ�\�D���ҳ�ԭ���ų����ϡ�����
��
���w����Ҫ�����nj����ԔD���C�ĸߜ��������w��������������������������D���C�^���䷀�����ω������������������ڸ��N��͵ĔD���C�������c���ݗU��ͬ���p�ݗU�D���C��ʹ�Õr����ʹ���l���a����Ч���@�����ӡ��������w�õ���Ҫ��̎�ǣ�
1.���D����Ʒ�ijߴ繫�����С��ʹ��λ�����������Ƴ�����ĮaƷ���ڔD����Ʒ�ijߴ繫��Ҫ��������Ʒ��ԭ�ϳɱ��^���F�r��ʹ�����w�ø����Ҫ�����Ѓrֵ��
2.��ͬ���p�ݗU�D���C�c���w�ýM�ϳɻ쟒�D���������a������쟒�|���ͮa���ȆΪ����p�ݗU�����C�M�����ߡ��ӹ�ÿ�������ϵ��ܺ�һ��ɽ��Ͱٷ�֮��ʮ�����ҡ�
3. ��ԭ���dž��ݗU��ͬ���p�ݗU�����D���C�ϼ��b���w�úܡ��塢Ĥ�ȔD���C�^����ʡ����������ֱ�ӔD����Ʒ���@�Nϵ�y�dz��m�ϔD����Ʒ�IJ�����Ҫ���^������ԵĈ��ϡ�ԓϵ�y������������2�l���c�⣬߀ͨ�^�����D����Ʒ�����a��ˇ�^�̣��s�����a���ځ팍�F���ܡ�
4. ���Ԍ��F�ö��_��С�͔D���Cͬ�r��һ�_���w�ù��ϣ����Ͻ����w������Ӌ���o�C�^�D��������Ʒ(��ڏ��ܲġ������塢Ĥ��)���@�N���õ����a���Y���o����ռ����eС���D����Ʒ�Ľ���ߴ�����_�ҿ������ס�
5.�چ��ݗU�Ś�D���C���������w�ã���ʹԓϵ�y�IJ������磬���܃������ڸߙC�^�����߮a���£��D�������S���{�����Q�oð����r���F��
�ڔD�����a�������������w��ϵ�y��Ͷ��ɱ����@�c�������T���̎�����@�õ�Ч�������֣�һ���ڰ������ٵĕr�g�ȼ����ջ�Ͷ�Y�����w���o�����ϔD���ڹ��I�l�_����������V�������� �������Ϲ��I�lչˮƽ���ޣ��^ȥ�����^�١��S���������ϼӹ���I�g���༤�ҵĸ������˂������ò����D����Ʒ�ĸ�Ʒ�|�߾���Ҫ���D���^�̵Ĺ��Ĺ���Ҫ���Լ����ӹ��O��ĸ߮a�ʵ��ܺ�Ҫ��o�������Pע���M��������w�ü��g�ǝM���@����Ҫ�����Ч����������֮�e��
�������Ϲ��I�lչˮƽ���ޣ��^ȥ�����^�١��S���������ϼӹ���I�g���༤�ҵĸ������˂������ò����D����Ʒ�ĸ�Ʒ�|�߾���Ҫ���D���^�̵Ĺ��Ĺ���Ҫ���Լ����ӹ��O��ĸ߮a�ʵ��ܺ�Ҫ��o�������Pע���M��������w�ü��g�ǝM���@����Ҫ�����Ч����������֮�e��
4batte���w��
��
���w����ľ�����a���D���еđ��á���battepump�� ��ľ���Ͳ����a����Ҫ����PVC+ľ�ۡ����a�߽Ǿ����T߅�����T�������~Ƭ������R���T���T�ס����ס����������ݷ��֡��b۰塢�Ҿ��òĵ��ͲĵĔD�������a�����ê�����ľ�ܹ�ˇ���䷽�����Ը�����ͬ�ͲĔ��棬��ͬ��;�� �OӋ��ͬ�ĮaƷ���ء��x�ò�ͬҎ���ľ�܌����p�ݗU�D���C����Ϻ��ƌ������w�ã�.�����C���ê��ؼ��g������ƽ��,�ɿ��Ժã�����������ն��Ͳ�������Ӵ�u����sϵ�y��������s���ͣ��ԝM��ľ���Ͳĵ����a���c����Ҫ������b���c�ͲĠ����ٶȱ���ͬ�����OӋ�������\�з��������ԄӶ����и�����ۉm�����b�á� �� �����w����Ҫ���ڸߜظ�ճ�Ⱦۺ������w��ݔ�͡�������Ӌ��������Ҫ�����nj����ԔD���C�ĸߜ����w�������������������w�������_����������D���C�^�������
���dz��е��¡�����늉�����198������늉�����342���r����ˮ��늙C�D���½������_�����~���D�ٵ�70%�r�������x���_�P���]�ϣ���Ɇ����@�M�L�r�gͨ늶��l�����������@�M����������෴��늉��^������늙C�^��������@�M����ˣ���ˮ�������I�У������߱���S�r�^���Դ늉�ֵ���������~��늉�10%���£������~��늉�10%���ϣ���ʹ늙Cֹͣ�\�D���ҳ�ԭ���ų����ϡ�����
��
���w����Ҫ�����nj����ԔD���C�ĸߜ��������w��������������������������D���C�^���䷀�����ω������������������ڸ��N��͵ĔD���C�������c���ݗU��ͬ���p�ݗU�D���C��ʹ�Õr����ʹ���l���a����Ч���@�����ӡ��������w�õ���Ҫ��̎�ǣ�
1.���D����Ʒ�ijߴ繫�����С��ʹ��λ�����������Ƴ�����ĮaƷ���ڔD����Ʒ�ijߴ繫��Ҫ��������Ʒ��ԭ�ϳɱ��^���F�r��ʹ�����w�ø����Ҫ�����Ѓrֵ��
2.��ͬ���p�ݗU�D���C�c���w�ýM�ϳɻ쟒�D���������a������쟒�|���ͮa���ȆΪ����p�ݗU�����C�M�����ߡ��ӹ�ÿ�������ϵ��ܺ�һ��ɽ��Ͱٷ�֮��ʮ�����ҡ�
3. ��ԭ���dž��ݗU��ͬ���p�ݗU�����D���C�ϼ��b���w�úܡ��塢Ĥ�ȔD���C�^����ʡ����������ֱ�ӔD����Ʒ���@�Nϵ�y�dz��m�ϔD����Ʒ�IJ�����Ҫ���^������ԵĈ��ϡ�ԓϵ�y������������2�l���c�⣬߀ͨ�^�����D����Ʒ�����a��ˇ�^�̣��s�����a���ځ팍�F���ܡ�
4. ���Ԍ��F�ö��_��С�͔D���Cͬ�r��һ�_���w�ù��ϣ����Ͻ����w������Ӌ���o�C�^�D��������Ʒ(��ڏ��ܲġ������塢Ĥ��)���@�N���õ����a���Y���o����ռ����eС���D����Ʒ�Ľ���ߴ�����_�ҿ������ס�
5.�چ��ݗU�Ś�D���C���������w�ã���ʹԓϵ�y�IJ������磬���܃������ڸߙC�^�����߮a���£��D�������S���{�����Q�oð����r���F��
�ڔD�����a�������������w��ϵ�y��Ͷ��ɱ����@�c�������T���̎�����@�õ�Ч�������֣�һ���ڰ������ٵĕr�g�ȼ����ջ�Ͷ�Y�����w���o�����ϔD���ڹ��I�l�_����������V ���������������Ϲ��I�lչˮƽ���ޣ��^ȥ�����^�١��S���������ϼӹ���I�g���༤�ҵĸ������˂������ò����D����Ʒ�ĸ�Ʒ�|�߾���Ҫ���D���^�̵Ĺ��Ĺ���Ҫ���Լ����ӹ��O��ĸ߮a�ʵ��ܺ�Ҫ��o�������Pע���M��������w�ü��g�ǝM���@����Ҫ�����Ч����������֮�e��
���������������Ϲ��I�lչˮƽ���ޣ��^ȥ�����^�١��S���������ϼӹ���I�g���༤�ҵĸ������˂������ò����D����Ʒ�ĸ�Ʒ�|�߾���Ҫ���D���^�̵Ĺ��Ĺ���Ҫ���Լ����ӹ��O��ĸ߮a�ʵ��ܺ�Ҫ��o�������Pע���M��������w�ü��g�ǝM���@����Ҫ�����Ч����������֮�e��
4batte���w��
��
���w����ľ�����a���D���еđ��á���battepump�� ��ľ���Ͳ����a����Ҫ����PVC+ľ�ۡ����a�߽Ǿ����T߅�����T�������~Ƭ������R���T���T�ס����ס����������ݷ��֡��b۰塢�Ҿ��òĵ��ͲĵĔD�������a�����ê�����ľ�ܹ�ˇ���䷽�����Ը�����ͬ�ͲĔ��棬��ͬ��;�� �OӋ��ͬ�ĮaƷ���ء��x�ò�ͬҎ���ľ�܌����p�ݗU�D���C����Ϻ��ƌ������w�ã�.�����C���ê��ؼ��g������ƽ��,�ɿ��Ժã�����������ն��Ͳ�������Ӵ�u����sϵ�y��������s���ͣ��ԝM��ľ���Ͳĵ����a���c����Ҫ������b���c�ͲĠ����ٶȱ���ͬ�����OӋ�������\�з��������ԄӶ����и�����ۉm�����b�á� �� �����w����Ҫ���ڸߜظ�ճ�Ⱦۺ������w��ݔ�͡�������Ӌ��������Ҫ�����nj����ԔD���C�ĸߜ����w�������������������w�������_����������D���C�^��������w�X݆���ѽ��V�������ڻ��w�����������ϱ�Ĥ��Ƭ�ġ���ġ��Ͳġ��ܲġ�늾���|�����z���ͺϔD�������a���ϣ��ɼӹ������ώ����w�˴ָ߷��Ӳ��ϣ��磺PE��PC��PP��PVC��HIPS��PS��PA��TPUR�������ۺ�������������������ԏ����w�����z�Լ����τ��ȡ� ��1.�܌��F�����D������ߔD����Ʒ�ߴ羫�ȣ����͏UƷ�ʡ��ڔD���^���У����ϼ������IJ����CͲ�͙C�^�ضȵIJ��ӡ��ݗU�D�ٵ��}�ӵȬF�����y�Ա���ġ�ʹ�����w�X݆�ÿ���������ϵ�y�ļ����`��ɴ���Ȝp�����ι�ˇ���f�IJ��ӣ����ٵ��M�뷀���Ĺ�����B����ߔD����Ʒ�ߴ羫�ȣ����͏UƷ�ʡ� ��2.��߮a���������ܺģ����F�ؔ͜D�������L�C���ĉ��������ڔD���C���b�˾ۺ������w�ã��єD���C�Ĝp�������D�Ƶ��X݆������ɣ��D���C���ڵ͉��͜ؠ�B�¹�����©�������p�٣��a����ߡ��X݆�ñȔD���C������Ч�ؽ����C�^���������ɽ��͔D���C�ı�����ʹ�ݗU���ܵ��S�����½������Lʹ�É����� ��3.���о��ԔD�����ԣ������ϡ������O��f�{�����������X݆��©�����^�٣��õ�ݔ�������c�D�ٻ����ɾ����Pϵ���X݆���D�ٸ�׃���������ܴ_�е�֪�������ڿ��Դ_���ϡ������O���c�X݆��ͬ���Ĺ����ٶȣ������X݆����ڡ�����̎�ɼ��ĉ������ضȵ���Ϣ�Y�ϣ����F�����D���^��ȫ���ھ��O�y�c��������
3�������l���_�P
��Ҫ�l�����_�P��ˮ�ã��@�����늱�ͣ�D�r���a���������������_�C����ʹ늙Cؓ�d���ӣ�����������^��������@�M�����چ��ӕr����ܴ��l������Ҳ�����ĝ�ˮ��늄әC�@�M��
4��Ī��ˮ늱��L�ڳ�ؓ�ɹ���
����❓ˮ늱��L�ڳ�ؓ�ɹ�������Ҫ�麬ɳ�����ˮ���S�r�^�����ֵ�Ƿ��������Ҏ���Ĕ�ֵ�����l�F����^��ͣ�C�z�顣���⣬늱�Óˮ�\�еĕr�g�����^�L������ʹ늙C�^���������
5��늙C�����D����Ҫ���_
������늙C�����D�������S����͵ĝ�ˮ�����D�ͷ��D�r�Կɳ�ˮ�������D�r��ˮ��С��������䷴�D�r�g�L�˕��p��늙C�@�M��
6����|�����b�c��ˮ늱õĽ^�����Ҫ��
���b��ˮ�Õr����|��Ҫ�ܿգ��Դ����Ҫ̫�L����ˮ����ˮ������r����ʹ��|���������������Դ�����ѡ���ˮ�ù����r��Ҫ�������У���t������늙Cɢ���������늙C�@�M�����b�r��늙C�Ľ^����費������0.5�ךW��
7���ڲ��ڿ��l�F���}���r�ޏ�
ƽ�rҪ�����z��늙C����l�F���w���Ѽy�����z�ܷ�h�p�Ļ�ʧЧ�ȣ������r���Q���ޏͣ�����ˮ�B�띓ˮ�á�
�Cе�S�o
��ˮ�õ��ճ��S�o��ÿ��z���Դ���Пo�Ɠp���^����ֹ©늵ĝ�ˮ����ˮ���I��ÿ��z��ˮ���w�Пo�ܓp�����C늙C�ڹ����r��©늡����I�Y�������r��������ˮ���ϵ��s���ˮ�Û_ϴ�Ƀ����鱣�C��ˮ늱������\�У���횰�������Ҫ���M�С���ˮ늱���ʹ��ǰ������ךW��z��늙C�^����裬��ֵ��Ͳ�������50M������ֹͣ
��5�����ϬF��ͻȻֹͣ
����ԭ��a��ͣ늣� b��늙C�^�d���o�� c���S���p�ģ�d�����ډ����^�ߣ��i������e���Ã�ҧ�뮐���� f���S�c�S��ճ������
���ߣ�a���z���Դ��b���z��늄әC��c�����_��ȫ�֣��P܇�z�飻d���z��x���iϵ�y��e��ͣ܇�������D�P܇�_�J�� f���P܇�_�J
�ܷ�©��
��6�����ϬF���ܷ�©��
�a��ԭ��a���S��δ�{���ã�b���ܷ�Ȧĥ�p���g����c���Cе�ܷ�ӡ��o�hĦ�����S�ģ�d�������ɳ�
���ߣ�a�������{����b���m���Q�o���w��˨����Q�ܷ�Ȧ��c�����Q�ӡ��o�h��������ĥ��d�����Q����
�����F��
1���a��ԭ��
�� �����D�ӵ��X���g϶̫��ʹ������ǻ��ͨ���ݷeЧ���@�����ͣ�ݔ����������
�� �S���g϶̫��
�� ����·�еĽY����̎�ܷⲻ����ԭ��ʹ�����M�՚⣬��Ч���������p�٣�
�� ���Ͳ�����������Һճ���^�V��������������Ȍ������������p�٣�
�� �����y�����ڰ��_��λ�ã��Á�������һ����ͨ�^�����y�������䣬��ʹ���M��ϵ�y���������˕r���S���Fϵ�y�����ϲ�ȥ�Ĺ��ϡ�
2���ų�����
�� ���Q�����D�ӣ�ʹ�X��϶��Ҏ���ķ����ȣ�һ��С��0.07mm����
�w�X݆���ѽ��V�������ڻ��w�����������ϱ�Ĥ��Ƭ�ġ���ġ��Ͳġ��ܲġ�늾���|�����z���ͺϔD�������a���ϣ��ɼӹ������ώ����w�˴ָ߷��Ӳ��ϣ��磺PE��PC��PP��PVC��HIPS��PS��PA��TPUR�������ۺ�������������������ԏ����w�����z�Լ����τ��ȡ� ��1.�܌��F�����D������ߔD����Ʒ�ߴ羫�ȣ����͏UƷ�ʡ��ڔD���^���У����ϼ������IJ����CͲ�͙C�^�ضȵIJ��ӡ��ݗU�D�ٵ��}�ӵȬF�����y�Ա���ġ�ʹ�����w�X݆�ÿ���������ϵ�y�ļ����`��ɴ���Ȝp�����ι�ˇ���f�IJ��ӣ����ٵ��M�뷀���Ĺ�����B����ߔD����Ʒ�ߴ羫�ȣ����͏UƷ�ʡ� ��2.��߮a���������ܺģ����F�ؔ͜D�������L�C���ĉ��������ڔD���C���b�˾ۺ������w�ã��єD���C�Ĝp�������D�Ƶ��X݆������ɣ��D���C���ڵ͉��͜ؠ�B�¹�����©�������p�٣��a����ߡ��X݆�ñȔD���C������Ч�ؽ����C�^���������ɽ��͔D���C�ı�����ʹ�ݗU���ܵ��S�����½������Lʹ�É����� ��3.���о��ԔD�����ԣ������ϡ������O��f�{�����������X݆��©�����^�٣��õ�