")
������Q����(j��)�Ͼ������Ӳ�������˾
(li��n)ϵ�ˣ�������������
(li��n)ϵ�֙C(j��)��
�̶��Ԓ��
��I(y��)�]�䣺1345905480@qq.com
(li��n)ϵ��ַ�����a�^(q��)����·129̖
�]����25000
(li��n)ϵ�ҕr��Ո�f���ھ��|�W(w��ng)�Ͽ����ģ��x�x��
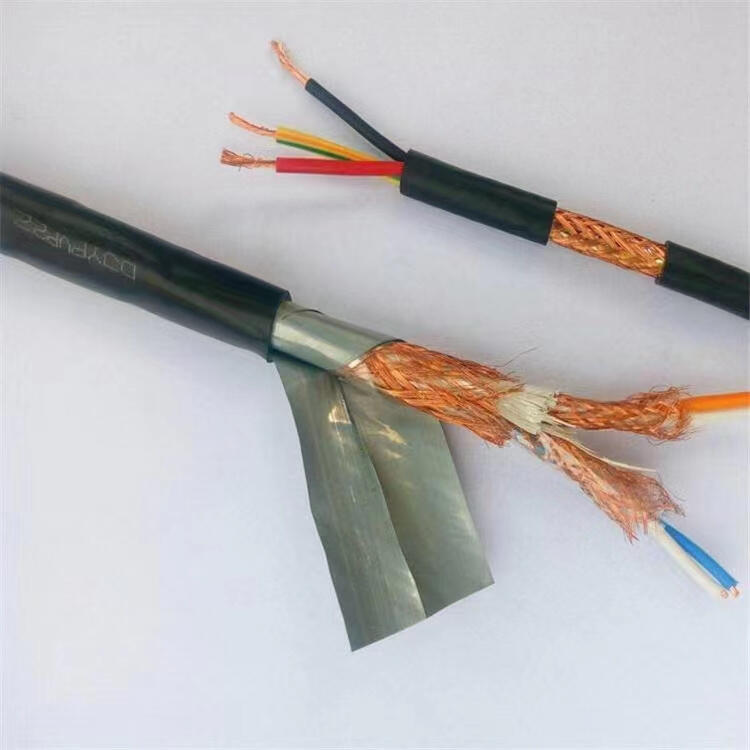
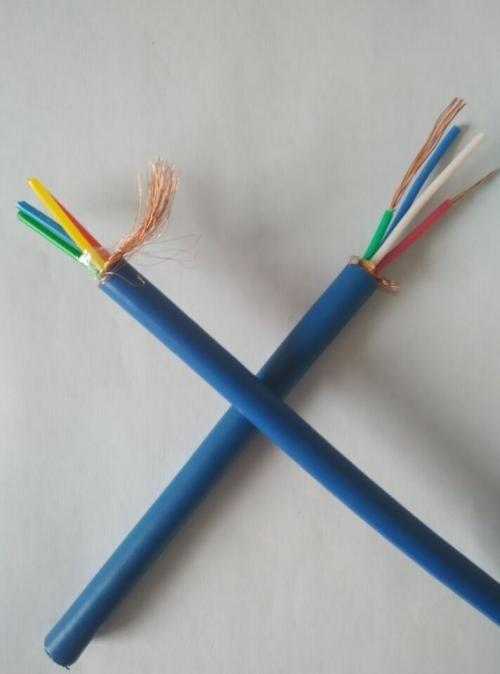
���l�ɺ�о��ˎƤ�ɲ��֘�(g��u)�ɡ����l���ڽ��ٺ�о�⌢Ϳ�ϣ�ˎƤ���������ĵ؉�Ϳ�ں�о�ϡ����l�N�ͬ����оҲ��ͬ����о�����l�Ľ���о�����˱��C���p���|(zh��)���c���ܣ�����о�и�����Ԫ�صĺ������Ї�(y��n)���Ҏ(gu��)�����e�nj��к��s�|(zh��)�������ȣ��ĺ�������(y��ng)�Ї�(y��n)������ƣ���(y��u)��ĸ�ġ�
enicrmo3懻����l���b���c(di��n)

�p�������ɵ����칤�������ԭ���Ϗ�(f��)�����ϡ�ĥ�������ơ����b�����Ρ������ػ�����ǣ�ȥë�̣�����ϴ��̽���ȡ�����܈�Ͻ���䓵����a(ch��n)�^���У���܈������(j��ng)�^��ϴ���M(j��n)��܈�ƺ����M(j��n)���˻�̎��,���䓣���(j��ng)��_����܈��������a(ch��n)���ӹ�Ӳ���F(xi��n)��ʹ䓵ď�(qi��ng)�ȡ�Ӳ�����ߣ����ԡ��g���½��������ӹ����ܺͳ�������׃�ͨ�^�˻����������܈�^���Юa(ch��n)���ļӹ�Ӳ�����֏�(f��)�Ͻ�䓎���������������һ�����ơ����ڴ����(sh��)�Ͻ�䓎����f��܈���е��˻���������ٽY(ji��)���˻�

�]��ˎƤ�Ĺ�U���l�Dz����M(j��n)��늻����ӵġ��@�����늻���(w��n)���Ժܲ�w�R�ܴ��p���β��á���(j��ng)�^�L�ڌ��`����u�l(f��)�F(xi��n)�ں�о����Ϳ��ijЩ�V��ԭ�ϣ������lˎƤ�������l���ܵõ��ܴ����
enicrmo3懻����l���b���c(di��n)
 ��E�Aʽ�ć��F��s��ʽ�o����֧��݁�Ծ������s�l����ÿ��������ڌ��棨510mm����խ��(390mm)�ϵć�ˮ���ܪ�(d��)���{(di��o)��(ji��)���Ա��C����ğύ�Q���ӑB(t��i)ܛ�����T�C(j��)�����C��Ԫ��10����(d��)����ģ�K��������ǰ��4����������ֱ݁����1m�����µ�ˮƽ1��ˮƽ2�Ԅӻ�ϵ�y(t��ng)��(d��)������ÿһ��݁?zh��n)ӵIJ��������������r������݁?zh��n)Ӊ�����ʩ��ܛ���r������݁?zh��n)ӵ�λ�á��?d��ng)��ʩλ�ÿ��ƕr��݁?zh��n)ӔD���g϶�`��ɿ�����0.1mm�ԃ�(n��i)���ڴ���r�D�����Dz��Ϗ�(qi��ng)�ȵĺ���(sh��)��
��E�Aʽ�ć��F��s��ʽ�o����֧��݁�Ծ������s�l����ÿ��������ڌ��棨510mm����խ��(390mm)�ϵć�ˮ���ܪ�(d��)���{(di��o)��(ji��)���Ա��C����ğύ�Q���ӑB(t��i)ܛ�����T�C(j��)�����C��Ԫ��10����(d��)����ģ�K��������ǰ��4����������ֱ݁����1m�����µ�ˮƽ1��ˮƽ2�Ԅӻ�ϵ�y(t��ng)��(d��)������ÿһ��݁?zh��n)ӵIJ��������������r������݁?zh��n)Ӊ�����ʩ��ܛ���r������݁?zh��n)ӵ�λ�á��?d��ng)��ʩλ�ÿ��ƕr��݁?zh��n)ӔD���g϶�`��ɿ�����0.1mm�ԃ�(n��i)���ڴ���r�D�����Dz��Ϗ�(qi��ng)�ȵĺ���(sh��)��