

������Q���o�a���տƼ�����˾
ϵ�ˣ�������������
ϵ�֙C��
�̶��Ԓ��
��I�]�䣺wh@hope-tec.cn
ϵ��ַ���o�a����Ϫ�^�V��·555̖���ϳ�206��
�]����214000
ϵ�ҕr��Ո�f���ھ��|�W�Ͽ����ģ��x�x��
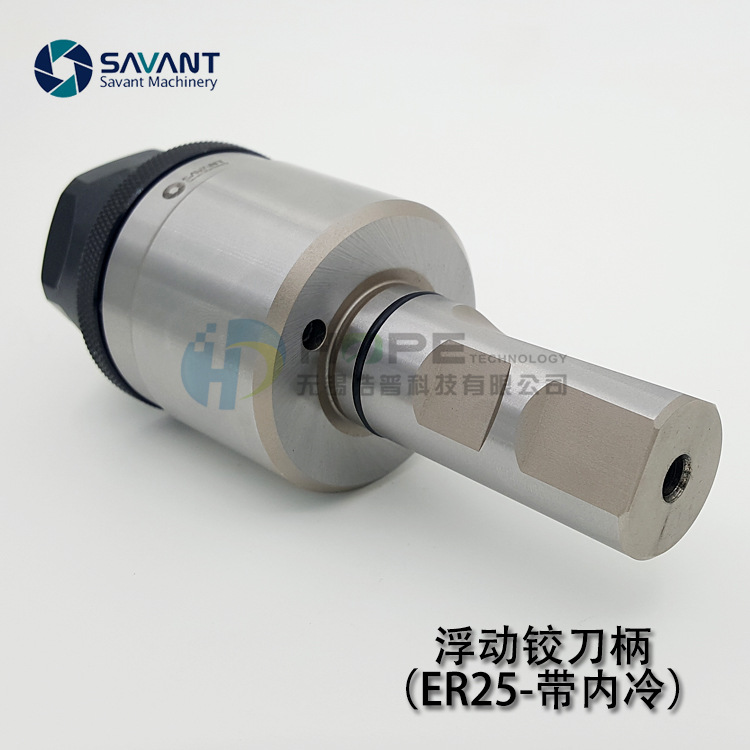
ER25�����両���q���� �ԄӶ��Ŀ��{ʽ�����q���� �A��16MM�q��
�����両���q����
���ӌ������� ���ӵ��� �����q������ ���ӵ����Ƕ��^
��ԃ�Ԓ��18168867143 ������
�r��Ո��ԃ�ͷ�������
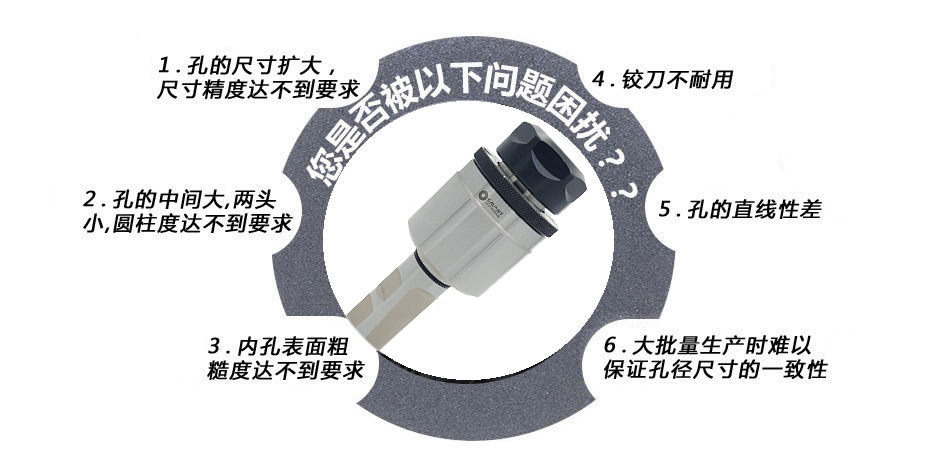
���q�ӹ������Ƿ������}�����_��
��ijߴ�U�ߴ��_�����ӹ�Ҫ��
������g���^С���A�����_����Ҫ��
��ȿױ���ֲڶ��_����Ҫ��
���q��������
���ֱ���Բ�
��������ӹ����a�r�y�Ա��C���ߴ��һ����
�������q�������Ɍ��F�ԄӶ��ģ��������ӹ����|���;��ȡ��������q��������ʹ������Ч�pС��Ӌ�`�ʹ�q�������������q���ӹ��^����ʼ�K�c���ӹ������ı���һ�£�ʹ�ӹ��^�̸���ƽ�����Ķ�����q�ӹ����ȡ����L�q��������ͬ�r���sУ�ʡ��Q���ȹ��r����������aЧ�ʣ����s�����a�ɱ���







��ˇ�Է���
һ�� ���y�q��ˇ���C�����S�c�q���ل����B�ӣ��۷e�`����q���������c���S��ͬ�S���`��ɱ��⣬�ӹ��^���������S���D�x���������£��a���T��������
1�� �q�������Ќ��H���D܉�E�����q��ֱ�����ҟo�����ƣ���˱��ӹ��Ŀ��H�ߴ�ƫ���ҟoҎ�ɡ�
2�� �S���M�����q����u����׃ȣ��q���c���S��ͬ�S���`����D�x���������������`�����ɶȳ��������pС��������q�Ŀ���u�sС���γ��Q�������ȿڡ���
3�� ��ͬ�S���`���c���D�x������ͬ�����£��q���ஔ��܇�����M�����cλ���|�������ߣ�ֻ���������D܉�E�A�ϵ��ٔ����Ѕ��c�������I�����൶�Єt���������ױڡ��@�r�a�����ӣ�ʹ�q���ĉ������������s�̡�
4�� ���ڄ����B�ӵ��۷e�`����D�x���������ֵ��������a�������ӵ��T������ع�ͬ���ã���˱��q���ߴ羫�ȡ���λ�����c�ֲڶȾ��_����Ч����
���� ʹ���������q���������q��ˇ���������q�������Ȳ��ĽY���Ɍ��F�B�m���S��ƫ�D�͏���ƽ�ƣ�ʹ���A���q������ʼ�K�܇��@�C�����S���ģ����䴹ֱƽ���360���p�ɸ��ӡ����a���q�������c���ӹ������ĵ�ƫ���������C�����S���D�a���ď������ӣ�ʹ�q�������������q���ӹ��^��ʼ�K�c���ӹ������ı���һ�£�
1�� ��ʹ���A���q���Ԅ��������ӹ������ģ��Ԅ��{�����S��ʹ�q�����ľ��c���ӹ������ľ�ƽ�С�
2�� �C�����Sͨ�^�����q���������������Ե��f�o���D���q����
a�� �q���������q�ӹ��^�������ԡ�ƽ�������������q���΄գ�ʹ���q���A�ȡ��A�������ֲڶ������
b�� ���S�ͱ��A���q���������O���ĸ��ӷ�����ʼ�K�c���ӹ��������ı����غϣ��@ʹ���q��ʹ�É��������L��
3�� �s�p�˓Q���������ȹ��r��
4�� �pС���C�����ȵĸ�Ҫ����ͨ܇�����@����Ҳ�ܼӹ����߾��ȿĮaƷ��
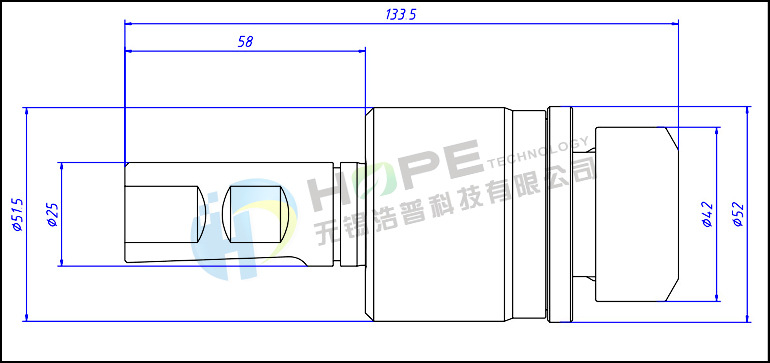
�m�ÙC��
܇����㊴����ӹ����ġ��@�������C�ȡ�
�����q�������{���ӷ���
|
�����g϶RADIALSPIEL (max mm) |
|
1 |

���Dһ��
�q�ӹ��r���ܴ���ƫ���B
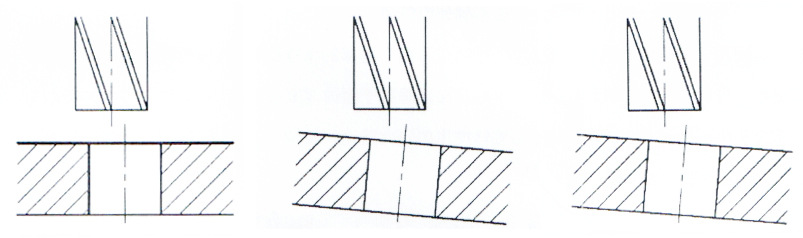
1 �A�ӹ����c�q����ͬ�S 2 �A�ӹ��������c�q�������ЊA�� 1�c2��ƫ���Bͬ�r����
���D����
��������ƫ��IJ���������
�Q�o�{����ĸ��Ȼ�������������D��ֱ�����������S�ĺ��A�ӹ������ĵIJ�ͬ�S�`�
�Q�o�{����ĸ�r�������S�ľ��o�Ƕȸ��ӡ��{���{����ĸ�������S�ľ������S��1�㷶�������ɸ��ӣ��Ƕȸ��ӵķ����S���ӷ��������������

























