

������Q���~�������b�䣨�K�ݣ�����˾
ϵ�ˣ�ꐽ�����������
ϵ�֙C��
�̶��Ԓ��
��I�]�䣺136946316@qq.com
ϵ��ַ�����Kʡ �K���� �Ї����Kʡ�K���и�� ^�Ƽ��ǝ�ꖽ�·69̖
�]����00000
ϵ�ҕr��Ո�f���ھ��|�W�Ͽ����ģ��x�x��

�N���Ԓ��ꐽ��� 133-8215-0072
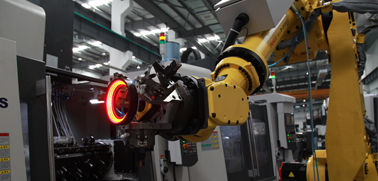
���w�����ӹ��ԄӾ�
ԓ�ԄӾ���8�_�O�䣬4�_�P���C���˽M�ɣ��������M��ҕ�X�R�e���g���������R�e��N����,�Լ��M�ЮaƷ�ھ��z�y�����F�aƷ�ߴ��Ԅәz�y�����Ԅ��x�������C�����A�������M�мӹ����Ԅ���ϴ�aƷ���_��ȫ�^�����Լӹ��������ʮ��N���w������ë������Ʒ���Ԅ����a��
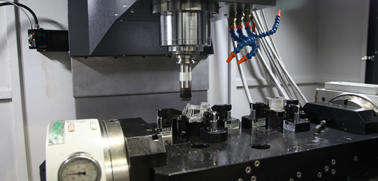
01�����܃�Խ���P���C����
���^С�Ŀ��g�������ɹ����İ��\��
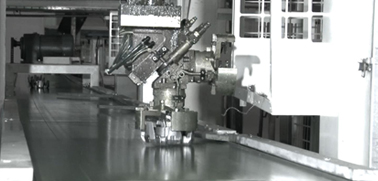
02�����������R�e
�������M�����R�e���g�������R�e��N�ӹ�������
03���λ�A��
���m����N�������b�A��
04����z
�ԄӾ�����˹���z��λ�����O�ó�z�l�Σ��Cе�����ӹ���ɵ���������z��λ��

�܉��
�տs
�����w
�տs
֧��݆
�տs
���������w
�տs



































