
�� �ձ��l(f��)�ǿ����߽zα-C400iB")
������Q���Ͼ����ܾ��ܙC(j��)е����˾
(li��n)ϵ�ˣ�ꐁ�����������
(li��n)ϵ�֙C(j��)��
�̶��Ԓ��
��I(y��)�]�䣺sales@nanjingln.com
(li��n)ϵ��ַ���Ͼ��З�ϼ�^(q��)�o�R����7��1118��
�]����210000
(li��n)ϵ�ҕr��Ո�f���ھ��|�W(w��ng)�Ͽ����ģ��x�x��
| Ʒ�� | �ձ����ǿ� | ��̖ | α-C400iB | �����_��ߴ� | 626×441mm |
| ��������ߴ� | 930*830*450mm | �����_�г̣�X*Y�� | 400*300 | Z�S�г� | 255 |
| ����и��� | 250��mm�� | �F�� | ±30°/80 | ������ | 500kg |
| ���C(j��)���� | 1800kg | ���C(j��)�b��ߴ� | 1890*1450*2250mm | ���ӹ��ٶ� | 330��mm/min�� |
| ���ӹ���� | 15��A�� | ��С늘O���ı� | 0.01% | ����ֲڶ� | 0.19��um�� |
| ��� | 13KVA | ݔ��늉� | 200VAC | ���������� | 360KG |
| �������b��ߴ� | 1230*1150*2130mm | 늘O�zֱ������ | ��0.10����0.30mm | �����_�������� | 500KG |
| �C(j��)����(d��o)܉ | ֱ����(d��o)܉ | �ӹ����� | ±2μm | ����ϵ�y(t��ng) | FANUC 31i-WB |
| �߽z�ٶ� | 15 M/min | ����и�б��/������� | ±30°/80 | �ۺ����(w��) | ���� |
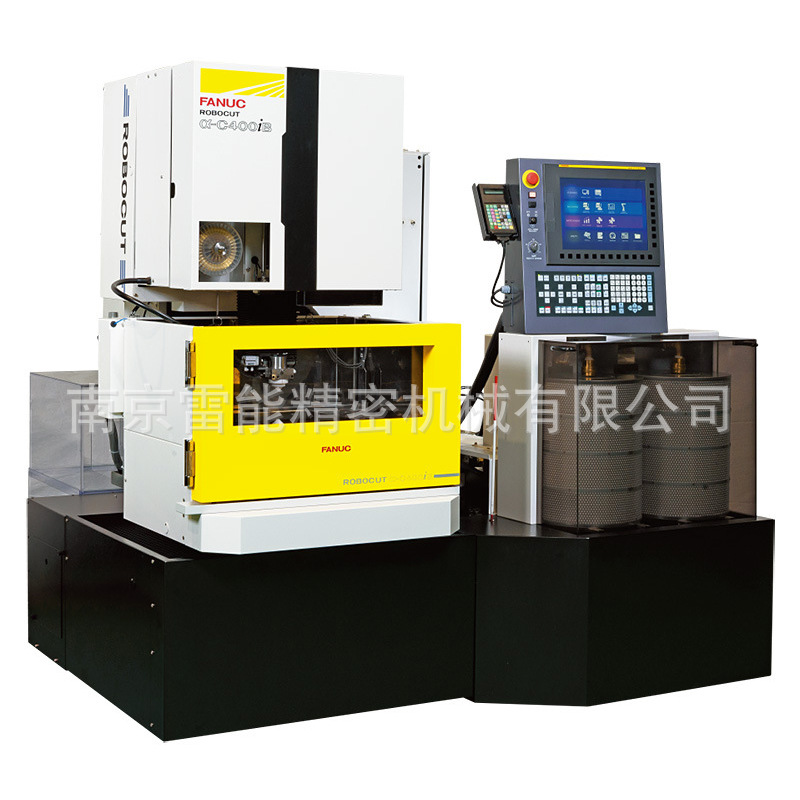
�l(f��)�ǿ����߽z--�ձ�ԭ�b�l(f��)�ǿ����߽z��FANUC���߽z���и�C(j��)��
�l(f��)�ǿƣ�FANUC����һ���������_ʼ���a(ch��n)���߽z���и�C(j��)��FANUC WEDM���ԁ�����(j��ng)�^��(sh��)ʮ�겻�g��ļ��g(sh��)���£��l(f��)�ǿƣ�FANUC���ѳɞ��������M(j��n)���и�C(j��)�����a(ch��n)�S��֮һ���l(f��)�ǿ����߽z���и�C(j��)��FANUC WEDM���Ը��ٶȡ��߾��ȡ��߿ɿ��ԡ��ͳɱ��S�o(h��)�����ܻ����u(y��)�I(y��)��(n��i)�����V����(y��ng)����ģ�ߣ��t(y��)���ͳ�Ӳ���������ИI(y��)�����ձ����W�����|�ρ����кܸߵ��Ј�ռ���ʡ�
�l(f��)�ǿ����߽z��FANUC���߽z����̖��α-C400iB��α-C600iB��α-C800iB���l(f��)�ǿ����߽z���ЙC(j��)�;����ձ�ԭ�b�M(j��n)�ڣ����ЙC(j��)���ṩ36���±��ޡ����FANUCϵ�y(t��ng)���ض��a(b��)�����̶���о�����S����(bi��o)���D(zhu��n)���߾���(zh��n)�ԄӴ��z�����F(xi��n)��Ʒλ�и�ӹ���
1���O(sh��)�����Ҫ���g(sh��)����(sh��)��
�O(sh��)����̖ | α-C400iB | α-C600iB | α-C800iB | |
�O(sh��)��Ҏ(gu��)�� | 400mm×300mm | 600mm×400mm | 800mm×600mm | |
�����_ | �ߴ� | 626mm×441mm | 898mm×620mm | 1132mm×820mm |
���d | 500Kg | 1000Kg | 2000Kg | |
�г� | X�S | 400mm | 600mm | 800mm |
Y�S | 300mm | 400mm | 600mm | |
Z�S | 255mm | 310mm | 310mm | |
б�� | ±30°/80mm | ±30°/150mm | ±30°/150mm | |
�o���г� | U�S | ±60mm | ±100mm | ±100mm |
V�S | ±60mm | ±100mm | ±100mm | |
2���O(sh��)�����Ҫ���g(sh��)��
(A) ����и�Ч�ʣ�330mm2/min
(B) �C(j��)�����Ĺ��ʣ�13KVA ��
(C) 늘O�zֱ������0.10����0.30mm��
(D) �߽z�ٶȣ�<15 M/min ��
(E) ��Ѵֲڶȣ�Ra≤0.19μm��
(F) ���ȣ���JIS��(bi��o)��(zh��n)����
X�S�Ķ�λ���ȣ�±0.005mm��
X�S���؏�(f��)��λ���ȣ�±0.002mm��
Y�S�Ķ�λ���ȣ�±0.005mm��
Y�S���؏�(f��)��λ���ȣ�±0.002mm��
U��V�S�Ķ�λ���ȣ�±0.005mm��
U��V�S���؏�(f��)��λ���ȣ�±0.003mm��
(G)�����ԄӴ���AWF���ܣ�10��ѭ�h(hu��n)��0.10��(x��)�����ԄӴ�����
��������ָ��(bi��o)��У��(zh��n)�����ձ����S��ɣ����ձ����S���ߵij��S���Ȉ����(zh��n)��
���켼�g(sh��)
�����^��
PCD���ߵ������^����Ҫ�����ɂ��A��:
��PCD��(f��)��Ƭ������:PCD��(f��)��Ƭ������Ȼ���˹��ϳɵĽ���ʯ��ĩ�c�Y(ji��)�τ�(���к�⒡�懵Ƚ���)��һ�������ڸߜ�(1000~2000��)���߉�(5~10�f����≺)���Y(ji��)���ɡ��ڟ��Y(ji��)�^���У����ڽY(ji��)�τ��ļ��룬ʹ����ʯ���w�g�γ���TiC��SiC��Fe��Co��Ni�Ȟ���Ҫ�ɷֵĽY(ji��)�Ϙ���ʯ���w�Թ��r�I��ʽ�Ƕ�ڽY(ji��)�Ϙ�ĹǼ��С�ͨ������(f��)��Ƭ�Ƴɹ̶�ֱ���ͺ�ȵĈA�P��߀�茦���Y(ji��)�ɵď�(f��)��Ƭ�M(j��n)����ĥ���⼰��������(y��ng)�����������W(xu��)̎����
��PCD��Ƭ�ļӹ�:PCD��Ƭ�ļӹ���Ҫ������(f��)��Ƭ���и��Ƭ�ĺ��ӡ���Ƭ��ĥ�Ȳ��E��
�иˇ
����PCD��(f��)��Ƭ���кܸߵ�Ӳ�ȼ���ĥ�ԣ���˱�횲�������ļӹ���ˇ���ӹ�PCD��(f��)��Ƭ��Ҫ����늻��и����ӹ��������ӹ����߉�ˮ�����ȎN��ˇ�������乤ˇ���c(di��n)�ı��^��
PCD��(f��)��Ƭ�иˇ�ı��^��
��ˇ����-��ˇ���c(di��n)
늻ӹ�-�߶ȼ��е��}�_�����������(qi��ng)��ķ�늱�ը��ʹPCD�����еĽ����ڻ������ֽ���ʯʯī�������������ֽ���ʯÓ�䣬��ˇ�Ժá�Ч�ʸ�
�����ӹ�-�ӹ�Ч�ʵͣ�����ʯ�����Ĵۉm��Ⱦ��
����ӹ�-�ǽ��|�ӹ���Ч�ʸߡ��ӹ�׃��С����ˇ�Բ�
�������ӹ������У�늻ӹ�Ч���^�ѡ�PCD�нY(ji��)�Ϙ�Ĵ���ʹ늻ӹ���(f��)��Ƭ�ɞ���ܡ����й���Һ�ėl���£������}�_늉�ʹ����늘O����̎�Ĺ���Һ�γɷ��ͨ�������ھֲ��a(ch��n)����늻�˲�g�ߜؿ�ʹ�۾�����ʯ�ۻ���Ó�䣬�Ķ��γ���Ҫ��������Ρ��L���λ������εĵ��^ë����늻ӹ�PCD��(f��)��Ƭ��Ч�ʼ������|(zh��)���ܵ������ٶȡ�PCD���ȡ��Ӻ��늘O�|(zh��)�������ص�Ӱ푣����������ٶȵĺ����x��ʮ���P(gu��n)�I�������������������ٶȕ����ͼӹ������|(zh��)�����������ٶ��^�̈́t���a(ch��n)��"���z"�F(xi��n)�������и�Ч�ʡ�����PCD��Ƭ���Ҳ�������и��ٶȡ�
�������c(di��n)
����ʯ���߾���Ӳ�ȸߡ�������(qi��ng)�ȸߡ���(d��o)���Լ���ĥ�Ժõ����ԣ����ڸ��������Ы@�úܸߵļӹ����Ⱥͼӹ�Ч�ʡ�����ʯ���ߵ������������ɽ���ʯ���w��B(t��i)�Q���ġ��ڽ���ʯ���w�У�̼ԭ�ӵ��Ă��r��Ӱ������w�Y(ji��)��(g��u)���I��ÿ��̼ԭ���c�Ă�����ԭ���γɹ��r�I���M(j��n)���M�ɽ���ʯ�Y(ji��)��(g��u)��ԓ�Y(ji��)��(g��u)�ĽY(ji��)�����ͷ����Ժ�(qi��ng)���Ķ�ʹ����ʯ���ИO��Ӳ�ȡ����ھ۾�����ʯ(PCD)�ĽY(ji��)��(g��u)��ȡ��һ�ļ�(x��)��������ʯ���Y(ji��)�w���mȻ�����˽Y(ji��)�τ�����Ӳ�ȼ���ĥ���Ե��چξ�����ʯ��������PCD���Y(ji��)�w���F(xi��n)�����ͬ�ԣ���˲����؆�һ���������_��
��Ҫָ��(bi��o)
��PCD��Ӳ�ȿ��_(d��)8000HV����Ӳ�|(zh��)�Ͻ��8~12��;
��PCD�Č�(d��o)��ϵ��(sh��)��700W/mK����Ӳ�|(zh��)�Ͻ��1.5~9������������PCBN���~�����PCD���ߟ������fѸ��;
��PCD��Ħ��ϵ��(sh��)һ��H��0.1~0.3(Ӳ�|(zh��)�Ͻ��Ħ��ϵ��(sh��)��0.4~1)�����PCD���߿��@���pС������;
��PCD�ğ���Ûϵ��(sh��)�H��0.9×10^-6~1.18×10^-6���H�ஔ(d��ng)��Ӳ�|(zh��)�Ͻ��1/5�����PCD���ߟ�׃��С���ӹ����ȸ�;
��PCD�����c��ɫ���ٺͷǽ��ٲ����g���H������С���ڼӹ��^������м����ճ�Y(ji��)�ڵ������γɷeм����













�l(f��)؛�r�g���90�հl(f��)؛ ���ɟo������؛
























