����·���U�ӹ��������ИI(y��)�،W(xu��)�ğ��U�ӹ����g(sh��)������һ�T(m��n)��ˇ·���ӹ��ИI(y��)���ߏ�·���҂��LJ�(gu��)��(n��i)�^�����·���ӹ��S�ң����g(sh��)�����_(d��)��200���ˣ��O(sh��)���Rȫ��������߅ʡ�л��������҂��@�ﶨ�����U�����S����(x��)�ļӹ����̞��������̱��{�o(h��)����
���a(ch��n)�ӹ���·���U��led·����̫�(y��ng)��·����ͥԺ�����ߗU����ϴ���������l�����ǻ�·����·������ϵ�y(t��ng)�ȣ�����18���П����Ј�(ch��ng)���������@���M(j��n)؛���c�r(sh��)���M(j��n)������a(ch��n)Ʒ�r(ji��)��ͣ��|(zh��)���ã�����(w��)�ܵ��A���Ñ���
����·��S������·���ӹ��S�����ϟ��U�ӹ��S�����ϸܟ��U�ӹ������ϸߗU���ӹ��S��

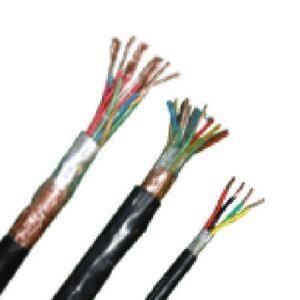
һ������·���U�ӹ��D��
�������Ϝ�(zh��n)��
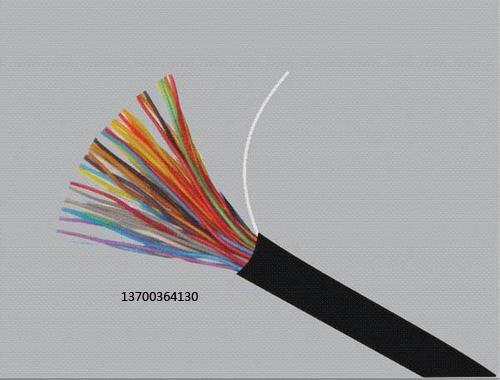
6����о����\䓽z�K��10mm �L(zh��ng)�Ȟ�33�ף�������
30���f��|������30���L(zh��ng)���K�ӣ�һ����

�S�^(q��)��(sh��)��
��1�����ϡ���2���ۏ�����3�����ӡ���4�����a(b��)��ĥ����5�����Ρ���6���R�^����7���b�װ����8�����װ����9���_(k��i)�T(m��n)����10�����T(m��n)�l������l���i�ס���11���������12����\����13�����ܡ���14�����z����15���l(f��)؛
����������Ҫ���Z(y��)��
1.���ϼ���
1.1����ǰ�����{(di��o)���ò×l�C(j��)��б���c����v�����������
1.2����䓰�[��λ�ã����C���ϵijߴ磬ʹ���������á�
1.3�L(zh��ng)�ȳߴ����_(k��i)ƽ�r(sh��)���C�����׳ߴ�Ҫ��ܡ�2mm�ߗU���ϳߴ繫��ÿ��(ji��)�U���^ȡ�����һ�㣺0-2m��С�^ȡؓ(f��)���-2-0mm�ߴ��{(di��o)�����Ժ��ɲ��{(di��o)�C(j��)���Ԅ�(d��ng)�и�C(j��)��ɡ�
1.4�O(sh��)�䷽�棺�_(k��i)�ϑ�(y��ng)�z��L���O(sh��)����\(y��n)����r�����܉���ϵ��s������O(sh��)��������\(y��n)�Р�B(t��i)��
2.�ۏ�
�ۏ��ǟ��U���a(ch��n)�����P(gu��n)�I��һ�������ۏ��ĺÉģ�ֱ��Ӱ푟��U���|(zh��)�������ۏ����κ�o(w��)�����a(b��)�ġ����wע�����£�2.1�ۏ�ǰ������������ϵĸ��������C�ۏ��r(sh��)�o(w��)��������ģ�ߡ�2.2�z����ϵ��L(zh��ng)�ȡ����Ⱥ�ֱ�ȣ���ֱ�ȡ�1��1000���粻ֱ���_(d��)��Ҫ���������e�Ƕ�߅�ΗUһ��Ҫ���C��ֱ�ȡ�2.3�{(di��o)���ۏ�?r��n)C(j��)�ۏ���ȣ��_�����ϔ[��λ�á�2.4�ڰ��������_�������`��ܡ�1mm��2.5���_��(du��)�������_�ۏ���ʹ�ܿp�_(d��)����С��ͬ�r(sh��)�ɗl߅�ߵײ�����5mm��
3.����
���ӕr(sh��)��(du��)�ۏ���Ĺܿp�M(j��n)��ֱ�p���ӡ����ǰ��Ԅ�(d��ng)���ӣ���Ҫ�Ǻ�����(y��ng)���^���؟(z��)���ԣ����ӕr(sh��)��(y��ng)�S�r(sh��)�{(di��o)�����ӵ�λ�ã����C���pֱ���ȡ�

ȫ�Ԅ�(d��ng)�Ᵽ��
4.���a(b��)��ĥ
���a(b��)��ĥ�nj�(du��)�Ԅ�(d��ng)���Ӻ�Ĺ���ȱ���M(j��n)�����a(b��)�����a(b��)�ˆT��(y��ng)ԓ����z�飬�l(f��)�F(xi��n)��ȱ�ݵĵط��M(j��n)���a(b��)���a(b��)����ɺ����M(j��n)����ĥ����ĥ�Ľ�̎�c�Ԅ�(d��ng)���p������ͬ��
5.����
���ι���������U���{(di��o)ֱ�����U���^�����A����߅�Ό�(du��)�Ǿ��ߴ磬һ�㹫�����2mm�����Uֱ�����`����^(gu��)���ܡ�1.5��1000��
6.�R�^
�R�^�����ǰя��ɵĹ����ɶ���ƽ�����C�ܿ��c���ľ���ֱ�������ڽǶȼ��߶Ȳ�ƽ��ͬ�r(sh��)��ƽ���M(j��n)�ж���ĥ�⡣
7.�b�װ�
�c(di��n)�����m�ͽ�壬�P(gu��n)�I�DZ��C���m�c��ֱ���ľ���ֱ������c���m��ֱ��ͬ�r(sh��)�c��ֱĸ��ƽ����
8.�����m�����
����Ҫ���Շ�(gu��)�Ҙ�(bi��o)��(zh��n)�ĺ��ӹ�ˇ�����C�����|(zh��)�����ӿpҪ���^���](m��i)�К�ס��A����9.�_(k��i)�T(m��n)
�������ڹ����^(gu��)���У����đ���ļ�(x��)��1������Ҫ����D���_���T(m��n)�ķ���Ȼ����?q��ng)D���ߴ綨λ���ߴ���������¡����ң����T(m��n)��ߴ��С�����x���и�r(sh��)Ҫ�ļ�(x��)�����C��pһֱ����ͬ�r(sh��)���µ��T(m��n)���c���U��̖(h��o)��늺����֡�
10.���T(m��n)�l������l���i��
���T(m��n)�l�r(sh��)20mm�����T(m��n)�l�����8-10mmλ�÷��£��e���c(di��n)���r(sh��)�T(m��n)�l��(y��ng)�o�N���U������Ҫ�ι̡�������l���i������Ҫ�ǰ���?q��ng)D������λ�ã��i�������T(m��n)���g���`��ܡ�2mm����������ˮƽ�����ܳ��^(gu��)���U��
11.����
���湤���c�_(k��i)�T(m��n)����ͬ���|(zh��)����(y��ng)ԓđ���ļ�(x��)������ע���T(m��n)�ķ��ڶ�ע�������c(di��n)����������Ƕȣ������ٶȲ��ܺ���������_�ٳ�Ʒ��100%��
12.��\
��\�É�ֱ��Ӱ푟��U���|(zh��)������\Ҫ��(gu��)�Ҙ�(bi��o)��(zh��n)��(zh��)����\��僺����⻬���o(w��)ɫ����������죬�����(y��n)�صğ��U��������·�僡�
13.����
���ܵ�Ŀ����һ�Ǟ������^�����Ǟ��˷����g13.1��ĥ������\�U�����Ò���ɰ݆ĥƽ�����C���U����⻬��ƽ����13.2�{(di��o)ֱ������ĥ��ğ��UУֱ�����ε����Σ����U��ֱ�ȱ���_(d��)��1��1000���ڏ�Ҫ��С�U�ܡ�1mm���ߗU�ܡ�2mm��13.3�b�T(m��n)��13.3.1�������T(m��n)���M(j��n)����\���̎����̎���������\��©�\���i���еĴ��\��13.3.2�@�ݽz�וr(sh��)�����@�c�T(m��n)�崹ֱ���T(m��n)�������g϶��ȣ��T(m��n)��ƽ��(f��)��13.3.3�ݽz�̶����T(m��n)�岻�����Ʉ�(d��ng)����������ι��Է��\(y��n)ݔ;��Ó�䡣13.3.4���ܷۣ����b���T(m��n)�ğ��U�M(j��n)����������(j��)���a(ch��n)Ӌ(j��)����Ҫ���ܷ��ɫ���ܣ�Ȼ���M(j��n)�淿���淿�ضȼ����ؕr(sh��)�g��횇�(y��n)���ܷ�Ҫ���Ա��C�ܷ۵ĸ������❍�ȵ��|(zh��)��Ҫ��
14.���S�z�(y��n)
�ɏS���|(zh��)�z�T�M(j��n)�г��S�z�(y��n)�����S�z�(y��n)�T��횰��՟��U�z�(y��n)���(xi��ng)Ŀ���(xi��ng)�z�(y��n)���z�(y��n)�T����M(j��n)��ӛ�ͬ�r(sh��)��n���|(zh��)�z�T���ֺɰl(f��)؛��

 ��·�������U���a(ch��n)����")