š²┤_Ą─╩╣ė├ĘĮĘ©
ĻP(gu©Īn)ė┌īŹčb
═©│ŻŻ¼╗¼äėō▄äėķ_ĻP(gu©Īn)│÷ÅSĢrŻ¼ū▓ßśĄ─╬╗ų├×ķ[OFF], ą²▐D(zhu©Żn)ō▄äėķ_ĻP(gu©Īn) Ą─ą²▐D(zhu©Żn)ķ_ĻP(gu©Īn)įOČ©×ķ[0]ĪŻ
šłį┌[╗∙░ÕīŹčb]Ī·[║ĖĮė]Ī·[║Ėä®ŪÕŽ┤]Ī·[Ė╔į’]╠Ä└Ē═Ļ«ģŪ░Ż¼▒Ż│ų ▀@ĘNĀŅæB(t©żi)ĪŻ║ĖĮėĢrĄ─¤ß┴┐┐╔─▄Ģ■ī¦ų┬ū▓ßśĄ╚ūāą╬ĪŻ
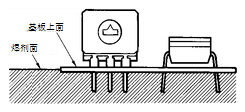
1Īó═©▀^ūįäėįOéõĄ─īŹčb
ūįäė▓Õ╚ļÖCĄ─ī¦▓█ųŲäėŲ„æ¬╩╣ė├▒Š¾wųŲäėĘĮ╩ĮŻ¼░ļī¦ŠĆųŲäėĘĮ╩Į ┐╔─▄Ģ■ī¦ų┬Č╦ūėūāą╬Ż¼│╔×ķ╗∙░Õ▓Õ╚ļÕeš`Ą─įŁę“ĪŻ
╚¶▒žĒÜ╩╣ė├░ļī¦ŠĆųŲäėĘĮ╩ĮĄ─įÆŻ¼šłäš▒žį┌╩┬Ž╚┤_šJīŹÖCĀŅæB(t©żi)Ą─ŪķørŽ┬į┘▀Mąą╩╣ė├ĪŻ
ėĪ╦ó╗∙░ÕĮ©ūh╩╣ė├t=1.2Ī½1.6mmĄ─«a(ch©Żn)ŲĘĪŻūįäė▓Õ╚ļĢrĄ─╗∙░Õ┐ūę╗░ŃąĶꬔš 0.9mmęį╔ŽĪŻ
2Īó╩ų╣ż▓Õ╚ļ╗“╩╣ė├IC▓Õū∙Ą─īŹčb
░▓čbĢrķgĮ©ūh╩╣ė├╩ął÷╔ŽõN╩█Ą─IC▓Õ╚ļīŻė├╣żŠ▀ĪŻČ╦ūėĄ─│▀┤ńĪó╣Ø(ji©”)ŠÓĄ╚┼cICŽÓ═¼Ż¼ę“┤╦┐╔ęį╩╣ė├╗∙░Õė├IC▓Õū∙ĪŻŻ©▒Ē├µ░▓čbą═│²═ŌŻ®į┌▓Õ╚ļ░┤šš╩┬Ž╚ųĖČ©Ą─│▀┤ńķ_Ą─░▓čb┐ūĢrŻ¼╗“▓Õ╚ļ╔Ž╩÷IC▓Õū∙ĢrŻ¼į┌┤_šJ┴╦Ė„┴ąČ╦ūė╠Äė┌┐╔ęį═Ļ╚½═¼Ģr▀M╚ļ░▓čb┐ūŻ©╗“▓Õū∙┐ūŻ®Ą─ ĀŅæB(t©żi)║¾Ż¼į┘čžėĪ╦ó╗∙░Õ┤╣ų▒ĘĮŽ“╩®╝ėē║┴”Ż¼ūīČ╦ūė│õĘų▓Õ╚ļĪŻąĶę¬╚ĪŽ┬ĢrŻ¼▓╗ę¬īó┬▌ĮzĄČĄ╚▓Õ╚ļō▄äėķ_ĻP(gu©Īn)║═╗∙░Õ├µų«ķgöćäėŻ¼æ¬╩╣ė├╩ął÷╔ŽõN╩█Ą─IC▓Õ╚ļ/░╬ąČīŻė├╣żŠ▀ĪŻ
ĻP(gu©Īn)ė┌║ĖĮė
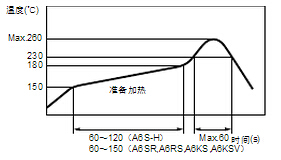
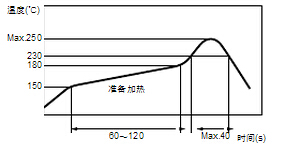
║ĖĮėĢræ¬░┤ššŽ┬┴ąŚl╝■▀Mąąū„śI(y©©)ĪŻ
| ╩╣ė├ūįäė║ĖĮė▓█Ą─ÖCą═ |
A6TĪóA6TRĪóA6EĪóA6ERA6DĪóA6DRĪó A6RĪóA6RVĪó A6KĪóA6KVĪóA6AĪóA6CĪóA6CV |
┐╔╩ų╣ż║ĖĮė |
| ╩╣ė├╗ž┴„ĀtĄ─ÖCą═ | A6HĪóA6S-HĪóA6SRA6RSĪóA6KSĪóA6KSV | ▓╗┐╔╩ų╣ż║ĖĮė |