
š¬ ę¬:Õaųķ¼F(xi©żn)Ž¾╩ŪSMT╔·«a(ch©Żn)▀^│╠ųąĄ─ų„ę¬╚▒Ž▌ų«ę╗Ż¼╗ž┴„║Ė║¾ų„ę¬░l(f©Ī)╔·į┌Ż©CHIPį¬╝■Ż®Ų¼╩ĮūĶ╚▌ĮM╝■Ą─é╚(c©©)├µŻ¼ÕaųķĢ■ī¦(d©Żo)ų┬ŠĆ┬ĘČ╠┬ĘŻ¼įņ│╔«a(ch©Żn)ŲĘĄ─┘|(zh©¼)┴┐ļ[╗╝ĪŻ▒Š╬─═©▀^ī”Õaųķ«a(ch©Żn)╔·Ą─įŁę“▀M(j©¼n)ąąĘų╬÷Ż¼▓ó╠ß│÷ŽÓæ¬(y©®ng)Ą─Ė─╔ŲĘĮĘ©ĪŻ
ĻP(gu©Īn)µIį~Ż║SMTŻ╗ÕaųķŻ╗║Ė▒PįO(sh©©)ėŗ Ż╗ÕaĖÓėĪ╦óŻ╗┘NŲ¼Ż╗õōŠW(w©Żng)įO(sh©©)ėŗŻ╗╗ž┴„║Ė
1 ę²čį
┘NŲ¼į¬╝■ęį¾wĘeąĪĪó│╔▒ŠĄ═Īó┐╔┐┐ąįĖ▀Ą─╠ž³cŻ¼į┌ļŖūėąąśI(y©©)ųąĄ─æ¬(y©®ng)ė├įĮüĒįĮÅVĘ║ĪŻ─┐Ū░┘NŲ¼į¬╝■ų„ę¬ęį╗ž┴„║ĖĮė×ķų„Ż¼Ųõ║ĖĮėĄ─┘|(zh©¼)┴┐ų▒Įėė░ĒæĄĮ«a(ch©Żn)ŲĘĄ─┘|(zh©¼)┴┐ĪŻÕaųķ¼F(xi©żn)Ž¾╩Ū▒Ē├µĮMčb╝╝ąg(sh©┤)Ż©SMTŻ®╔·«a(ch©Żn)ųąĄ─ų„ę¬╚▒Ž▌ų«ę╗ĪŻÕaųķĄ─«a(ch©Żn)╔·╩Ūę╗éĆÅ═(f©┤)ļsĄ─▀^│╠Ż¼ė╔ė┌Ųõ«a(ch©Żn)╔·Ą─įŁę“▌^ČÓŻ¼▓╗ęū┐žųŲŻ¼╦∙ęį│Ż│Ż└¦ö_ų°SMT ╣ż╦ć╝╝ąg(sh©┤)╚╦åTĪŻę╗░ŃÕaųķĄ─ų▒ÅĮį┌0.2mmĪ½0.4mm ų«ķgŻ¼ę▓ėą│¼▀^┤╦ĘČć·Ą─Ż¼ų„ę¬╝»ųąį┌Ų¼╩ĮūĶ╚▌ĮM╝■Ą─é╚(c©©)├µŻ¼ėąĄ─Ģr║“▀ĆĢ■│÷¼F(xi©żn)į┌IC╗“▀BĮėŲ„ę²─_ĖĮĮ³ĪŻÕaųķ▓╗āHė░Ēæ┴╦ļŖūė«a(ch©Żn)ŲĘĄ─═Ōė^Ż¼Ė³ųžę¬Ą─╩Ūė╔ė┌ėĪųŲ░ÕĮM╝■├▄Č╚Ė▀Ż¼ķgŠÓąĪŻ¼į┌«a(ch©Żn)ŲĘ╩╣ė├ĢrÕaųķėą┐╔─▄├ō┬õŻ¼įņ│╔ĮM╝■Č╠┬ĘŻ¼ė░ĒæļŖūė«a(ch©Żn)ŲĘĄ─┘|(zh©¼)┴┐ĪŻ[1] ļŖūėĮM╝■Ą─┐╔Įė╩▄ąįś╦(bi©Īo)£╩(zh©│n)Ż©IPC-A-610EŻ®ę¬Ū¾ÕaųķĄ─┤¾ąĪ▓╗─▄▀`Ę┤ūŅąĪļŖŲ„ķgŽČĪŻ[2]ę“┤╦Ż¼ėą▒žę¬┼¬ŪÕ╦³«a(ch©Żn)╔·Ą─įŁę“Ż¼▓óī”╦³▀M(j©¼n)ąąėąą¦Ą─┐žųŲĪŻ
2 ÕaųķĄ─ą╬│╔ÖC(j©®)└Ē
Õaųķ╩ŪųĖę╗ą®┤¾Ą─║Ė┴ŽŪ“į┌ÕaĖÓ▀M(j©¼n)ąą║ĖĮėŪ░Ż¼ÕaĖÓėą┐╔─▄ę“×ķ╠«╦·╗“▒╗öDē║Ą╚Ė„ĘNįŁę“Č°│¼│÷į┌ėĪ╦ó║Ė▒Pų«═ŌŻ¼į┌▀M(j©¼n)ąą║ĖĮėĢrŻ¼▀@ą®│¼│÷║Ė▒P═ŌĄ─ÕaĖÓį┌║ĖĮė▀^│╠ųą╬┤─▄┼c║Ė▒P╔ŽĄ─ÕaĖÓ╚█╚┌į┌ę╗ŲČ°¬Ü(d©▓)┴ó│÷üĒŻ¼│╔ą═ė┌į¬╝■▒Š¾w╗“š▀║Ė▒PĖĮĮ³ĪŻ[3]┤¾ČÓöĄ(sh©┤)Õaųķę╗░Ń░l(f©Ī)╔·į┌Ų¼╩Įį¬╝■Ą─ā╔é╚(c©©)Ż¼╚ńŽ┬łD1ĪŻ╚ń╣¹Õa┴┐▀^ČÓŻ¼į¬╝■┘NĘ┼ĢrĄ─ē║┴”Ģ■īóÕaĖÓöDĄĮį¬╝■▒Š¾wŻ©Į^Šē¾wŻ®Ž┬├µŻ¼į┌į┘┴„║ĖĢr¤ß╚┌Ż¼ė╔ė┌▒Ē├µ─▄Ą─ū„ė├Ż¼╚┌╗»Ą─ÕaĖÓŠ█│╔łAŪ“Ż¼╦³ėą┌ģä▌╠¦Ė▀į¬╝■Ż¼Ą½╩Ū┤╦┴”śOąĪŻ¼Ę┤▒╗į¬╝■ųž┴”öDŽ“į¬╝■ā╔é╚(c©©)Ż¼┼c║Ė▒PĘųļxķ_üĒŻ¼į┌└õģsĢrą╬│╔ÕaųķĪŻ╚ń╣¹į¬╝■ųž┴”┤¾Ūę▒╗öD│÷Ą─ÕaĖÓ▌^ČÓŻ¼ätĢ■ą╬│╔ČÓéĆÕaųķĪŻ
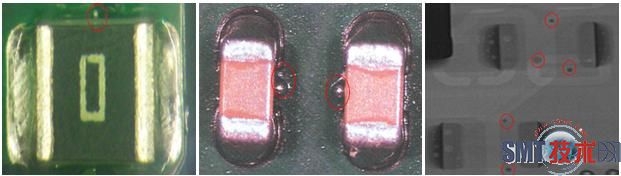
łD1 Ų¼╩Įį¬╝■Õaųķ
3 ÕaųķĄ─ą╬│╔įŁę“
ę╗░ŃüĒšfŻ¼ą╬│╔ÕaųķĄ─įŁę“╩ŪČÓĘĮ├µĄ─Ż¼╚ńŽ┬▒Ē1ĪŻ╚ńÕaĖÓĄ─ėĪ╦ó║±Č╚ĪóÕaĖÓĄ─║ŽĮ│╔Ęų╝░č§╗»│╠Č╚ĪóÕaĖÓ┘|(zh©¼)┴┐╗“╬┤░┤ęÄ(gu©®)Č©ā”┤µ╩╣ė├ÕaĖÓĪóõōŠW(w©Żng)Ą─ųŲū„╝░ķ_┐┌ĪóõōŠW(w©Żng)Ą─ŪÕŽ┤Īóį¬╝■┘Nčbē║┴”Īóį¬Ų„╝■╝░║Ė▒PĄ─┐╔║ĖąįĪóį┘┴„║Ė£žČ╚Ą─įO(sh©©)ų├Īó═ŌĮńŁh(hu©ón)Š│Ą─ė░ĒæČ╝┐╔─▄╩ŪÕaųķ«a(ch©Żn)╔·Ą─įŁę“ĪŻ
▒Ē1 Õaųķą╬│╔Ą─įŁę“
|
ą“╠¢
|
▓─┴ŽįŁę“
|
ą“╠¢
|
╣ż╦ćįŁę“
|
|
1
|
ÕaĖÓė|ūāŽĄöĄ(sh©┤)ąĪ
|
1
|
Õa┴┐▌^ČÓ
|
|
2
|
ÕaĖÓ└õ╠«╦·╗“▌p╬ó¤ß╠«╦·
|
2
|
õōŠW(w©Żng)┼cPCBĮėė|├µėąÜł┴¶ÕaĖÓ
|
|
3
|
║Ėä®▀^ČÓ╗“╗Ņąį£žČ╚Ą═
|
3
|
¤ß┴┐▓╗ŲĮ║Ō╗“Āt£žįO(sh©©)ų├▓╗«ö(d©Īng)
|
|
4
|
ÕaĘ█č§╗»╗“Ņw┴Ż▓╗Š∙ä“
|
4
|
┘NŲ¼ē║┴”▀^┤¾
|
|
5
|
PCBĄ─║Ė▒PķgŠÓąĪ
|
5
|
PCB┼cõōŠW(w©Żng)ėĪ╦óķgŽČ▀^┤¾
|
|
6
|
╣╬ĄČ▓─┘|(zh©¼)▌pČ╚ąĪ╗“ūāą╬
|
6
|
╣╬ĄČĮŪČ╚ąĪ
|
|
7
|
õōŠW(w©Żng)┐ū▒┌▓╗ŲĮ╗¼Ż¼ėą├½┤╠
|
7
|
õōŠW(w©Żng)┐ūķgŠÓąĪ╗“ķ_┐┌▒╚┬╩▓╗ī”
|
|
8
|
║Ė▒P╝░į¬╝■┐╔║Ėąį▓Ņ
|
8
|
ÕaĖÓ╩╣ė├Ū░╬┤▀M(j©¼n)ąąš²┤_Ą─╗ž£ž
|
|
9
|
ÕaĖÓ╬³│▒╗“ėą╦«Ę▌
|
Ųõ╦¹
|
╚╦×ķĪóįO(sh©©)éõĪóŁh(hu©ón)Š│
|
4 £p╔┘Õaųķ«a(ch©Żn)╔·Ą─ĘĮĘ©┼cĮø(j©®ng)“×
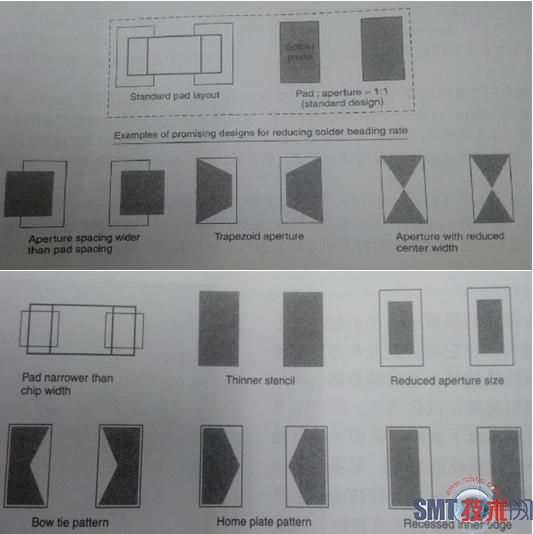
4.1 ▀xō±▀m║Ž«a(ch©Żn)ŲĘ╣ż╦ćę¬Ū¾Ą─ÕaĖÓ
ÕaĖÓĄ─▀xė├ų▒Įėė░ĒæĄĮ║ĖĮė┘|(zh©¼)┴┐ĪŻÕaĖÓųąĮī┘Ą─║¼┴┐ĪóÕaĖÓĄ─č§╗»Č╚Ż¼ÕaĖÓųą║ŽĮ║Ė┴ŽĘ█Ą─┴ŻČ╚╝░ÕaĖÓėĪ╦óĄĮ║Ė▒P╔ŽĄ─║±Č╚Č╝Ģ■ė░ĒæÕaųķĄ─«a(ch©Żn)╔·ĪŻį┌▀xō±ÕaĖÓĢrŻ¼æ¬(y©®ng)łį│ųį┌¼F(xi©żn)ėą╣ż╦ćŚl╝■Ž┬įćė├Ż¼▀@śėŻ¼╝╚─▄“×ūC╣®æ¬(y©®ng)╔╠ÕaĖÓī”ūį╔Ē«a(ch©Żn)ŲĘĪó╣ż╦ćĄ─▀mė├ąįŻ¼ę▓─▄│§▓Į┴╦ĮŌįōÕaĖÓį┌īŹļH╩╣ė├ųąĄ─Š▀¾w▒Ē¼F(xi©żn)ĪŻ
4.1.1╩╣ė├Įī┘║¼┴┐Ė▀Ą─ÕaĖÓ
ÕaĖÓųąĮī┘║¼┴┐Ą─┘|(zh©¼)┴┐▒╚╝s×ķ88ŻźĪ½92ŻźŻ¼¾wĘe▒╚╝s×ķ50%ĪŻ«ö(d©Īng)Įī┘║¼┴┐į÷╝ėĢrŻ¼ÕaĖÓĄ─żČ╚į÷╝ėŻ¼Š═─▄ėąą¦ĄžĄų┐╣ŅA(y©┤)¤ß▀^│╠ųąŲ¹╗»«a(ch©Żn)╔·Ą─┴”ĪŻ┴Ē═ŌŻ¼Įī┘║¼┴┐Ą─į÷╝ėŻ¼╩╣Įī┘Ę█─®┼┼┴ąŠo├▄Ż¼╩╣Ųõį┌╚█╗»ĢrĖ³╚▌ęūĮY(ji©”)║ŽČ°▓╗▒╗┤Ą╔óĪŻ▀ĆėąŻ¼Įī┘║¼┴┐Ą─į÷╝ėę▓┐╔─▄£pąĪ║ĖĖÓėĪ╦ó║¾Ą─╦·┬õŻ¼▓╗ęū«a(ch©Żn)╔·ÕaųķĪŻÕaųķ┬╩Ģ■ļSų°Įī┘║¼┴┐Ą─▀fį÷Č°Ž┬ĮĄ╚ńłD2 [4]
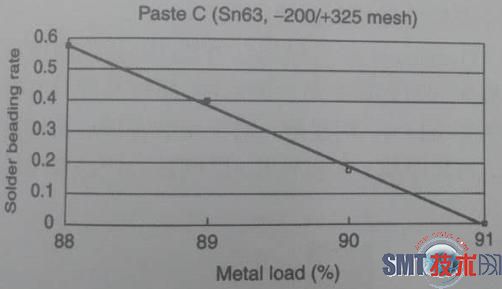
łD2 Įī┘║¼┴┐ī”Õaųķ┬╩Ą─ė░Ēæ[4]
4.1.2┐žųŲÕaĖÓĄ─Įī┘č§╗»Č╚
į┌ÕaĖÓųąŻ¼Įī┘č§╗»Č╚įĮĖ▀į┌║ĖĮėĢrĮī┘Ę█─®ĮY(ji©”)║ŽūĶ┴”įĮ┤¾Ż¼ÕaĖÓ┼c║Ė▒P╝░ĮM╝■ų«ķgŠ═▓╗ęūĮ■ØÖŻ¼Å─Č°ī¦(d©Żo)ų┬┐╔║ĖąįĮĄĄ═ĪŻīŹ“×▒Ē├„Ż║ÕaųķĄ─░l(f©Ī)╔·┬╩┼cĮī┘Ę█─®Ą─č§╗»Č╚│╔š²▒╚ĪŻ═©│ŻÕaĖÓųąĄ─║Ė┴Žč§╗»Č╚æ¬(y©®ng)┐žųŲį┌0.05ŻźęįŽ┬Ż¼ūŅ┤¾śOŽ▐×ķ0.15ŻźĪŻ ▌^Ė▀č§╗»╬’║¼┴┐Ą─ÕaĖÓ│╩¼F(xi©żn)│÷▌^Ė▀Ą─Õaųķ┬╩╚ńłD3ĪŻ[4]
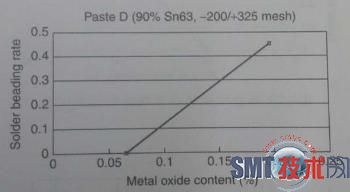
łD3 Įī┘č§╗»╬’║¼┴┐ī”Õaųķ┬╩Ą─ė░Ēæ[4]
4.1.3▀xė├┤¾ę╗╠¢Įī┘Ę█─®┴ŻČ╚Ą─ÕaĖÓ
ÕaĖÓųąĘ█─®Ą─┴ŻČ╚įĮąĪŻ¼ÕaĖÓĄ─┐é¾w▒Ē├µĘeŠ═įĮ┤¾Ż¼Å─Č°ī¦(d©Żo)ų┬▌^╝Ü(x©¼)Ę█─®Ą─č§╗»Č╚▌^Ė▀Ż¼ę“Č°Õaųķ¼F(xi©żn)Ž¾╝ėäĪĪŻīŹ“×▒Ē├„Ż║▀xė├▌^╝Ü(x©¼)Ņw┴ŻČ╚Ą─ÕaĖÓĢrŻ¼Ė³╚▌ęū«a(ch©Żn)╔·ÕaųķĪŻ
4.1.4£p╔┘ÕaĖÓį┌║Ė▒P╔ŽĄ─ėĪ╦ó║±Č╚
ÕaĖÓėĪ╦ó║¾Ą─║±Č╚╩ŪõōŠW(w©Żng)ėĪ╦óĄ─ę╗éĆųžę¬ģóöĄ(sh©┤)Ż¼═©│Żį┌0.10mm-0.20mmų«ķgĪŻÕaĖÓ▀^║±Ģ■įņ│╔ÕaĖÓĄ─╦·┬õŻ¼┤┘▀M(j©¼n)ÕaųķĄ─«a(ch©Żn)╔·ĪŻ
4.1.5┐žųŲÕaĖÓųąų·║Ė䮥─┴┐╝░║Ė䮥─╗Ņąį
║Ėä®┴┐╠½ČÓŻ¼Ģ■įņ│╔ÕaĖÓĄ─Šų▓┐╦·┬õŻ¼Å─Č°╩╣Õaųķ╚▌ęū«a(ch©Żn)╔·ĪŻ┴Ē═ŌŻ¼║Ė䮥─╗ŅąįąĪĢrŻ¼║Ė䮥─╚źč§╗»─▄┴”╚§Ż¼Å─Č°ę▓╚▌ęū«a(ch©Żn)╔·ÕaųķĪŻ├ŌŪÕŽ┤║ĖĖÓĄ─╗Ņąį▌^╦╔ŽŃą═║═╦«╚▄ą═ÕaĖÓꬥ═Ż¼ę“┤╦Š═Ė³ėą┐╔─▄«a(ch©Żn)╔·║ĖÕaųķĪŻ
4.1.6░┤ęÄ(gu©®)Č©ā”┤µ║═╩╣ė├ÕaĖÓ
ę╗░ŃŪķørŽ┬Ż¼ÕaĖÓæ¬(y©®ng)┤µ┘Aį┌0-10ĪµĄ─└õ▓žŚl╝■Ž┬ĪŻ║ĖĖÓ╚Ī│÷║¾Īó╩╣ė├Ū░Ż¼ę¬į┌│Ż£žŽ┬▀M(j©¼n)ąą╗ž£žŻ¼į┌║ĖĖÓ╬┤═Ļ╚½╗ž£žŪ░Ż¼▓╗Ą├ķ_åó╩╣ė├ĪŻį┌öć░Ķ▀^│╠ųąŻ¼æ¬(y©®ng)įō░┤šš╣®æ¬(y©®ng)╔╠╦∙╠ß╣®Ą─öć░ĶĘĮĘ©╝░öć░ĶĢrķg▀M(j©¼n)ąąöć░ĶĪŻ╠Ē╝ė═ĻÕaĖÓ║¾æ¬(y©®ng)┴ó╝┤╔w║├ÕaĖÓ╣▐Ą─╔wūėŻ¼ėĪ╦ó║¾┤_▒Żį┌2ąĪĢręįā╚(n©©i)═Ļ│╔╗ž┴„║ĖĮėĪŻ
4.2 ░┤ś╦(bi©Īo)£╩(zh©│n)ę¬Ū¾įO(sh©©)ėŗõōŠW(w©Żng)ķ_┐┌
4.2.1Ė∙ō■(j©┤)IPC-7525AõōŠW(w©Żng)įO(sh©©)ėŗś╦(bi©Īo)£╩(zh©│n)[5]
š²┤_▀xō±õōŠW(w©Żng)║±Č╚Ż¼ć└(y©ón)Ė±┐žųŲõōŠW(w©Żng)Ą─ķ_┐┌▒╚└²ĪŻ═©│Żį┌▒ŻūC║Ė³c┘|(zh©¼)┴┐Ą─ŪķørŽ┬Ż¼õōŲ¼║±Č╚Ą─▀xō±æ¬(y©®ng)Ė∙ō■(j©┤)PCB░Õ╔Ž╣▄─_ķgŠÓūŅąĪĄ─Ų„╝■üĒøQČ©Ż¼ā×(y©Łu)▀x║±Č╚▌^▒ĪĄ─õōŠW(w©Żng)Ż¼▒M┴┐▒▄├Ō▀xō±▌^║±Ą─õōŲ¼ĪŻī”0603 ╝░ęį╔ŽĄ─Ų¼╩Įį¬╝■Į©ūhųŲū„Ę└Õaųķķ_┐ū╠Ä└Ē╚ńłD4Ż¼┐╔ęįėąą¦ĮŌøQ╗ž┴„║Ė║¾ÕaųķĄ─å¢Ņ}ĪŻ
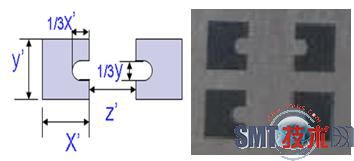
łD4 õōŠW(w©Żng)ķ_Ę└Õaųķķ_┐ū
4.2.2į┌SMT▒Ē├µ┘Nčb╣ż╦ćųą
õōŠW(w©Żng)Ą─ķ_┐┌ĘĮ╩Įęį╝░ķ_┐┌ą╬ĀŅ┐╔─▄Ģ■ī¦(d©Żo)ų┬ÕaĖÓį┌ėĪ╦ó║═║ĖĮėĘĮ├µĄ─ę╗ą®╚▒Ž▌Ż¼Å─Č°ę²ŲÕaųķĪŻ╚ńķ_┐┌▓╗«ö(d©Īng)Ż¼į┌ėĪ╦óÕaĖÓĢrŻ¼╚▌ęū░čÕaĖÓėĪ╦óĄĮūĶ║Ėīė╔ŽŻ¼Å─Č°į┌╗ž┴„║ĖĢr«a(ch©Żn)╔·ÕaųķĪŻ×ķ┴╦ĮŌøQ┤╦å¢Ņ}Ż¼į┌▓╗ė░Ēæ║Ė³c┘|(zh©¼)┴┐Ą─ŪķørŽ┬Ż¼╬ęéāćLįć░čõōŠW(w©Żng)Ą─ķ_┐┌▒╚║Ė▒PĄ─īŹļH│▀┤ń┐sąĪ10ŻźŻ¼īŹ“×ūC├„▀m«ö(d©Īng)?sh©┤)─£pąĪõōŠW(w©Żng)ķ_┐┌│▀┤ń┐╔ęįėąą¦Ą─£p╔┘ÕaųķĄ─«a(ch©Żn)╔·ĪŻ┴Ē═ŌŻ¼┐╔ęįĖ³Ė─õōŠW(w©Żng)ķ_┐┌Ą─ą╬ĀŅüĒ▀_(d©ó)ĄĮ└ĒŽļĄ─ą¦╣¹ĪŻłD5×ķ─▄£p╔┘Õaųķ┬╩Ą─║Ė▒P╗“õōŠW(w©Żng)ķ_┐┌įO(sh©©)ėŗ[6]ĪŻ
łD5 ─▄£p╔┘Õaųķ┬╩Ą─║Ė▒P╗“õōŠW(w©Żng)ķ_┐┌įO(sh©©)ėŗ[6]
4.3 ╠ßĖ▀õōŠW(w©Żng)ŪÕŽ┤┘|(zh©¼)┴┐
╠ßĖ▀õōŠW(w©Żng)ŪÕŽ┤┘|(zh©¼)┴┐┐╔╠ßĖ▀ėĪ╦ó┘|(zh©¼)┴┐ĪŻį┌ėĪ╦ó▀^ĘNųąŻ¼ę¬ūóęŌõōŠW(w©Żng)▒Ē├µĄ─ŪÕØŹČ╚Ż¼╝░Ģr▓┴╩├õōŠW(w©Żng)▒Ē├µČÓėÓĄ─Üł┴¶ÕaĖÓŻ¼Ę└ų╣į┌ėĪ╦ó▀^│╠ųą╬█╚ŠPCB░Õ├µÅ─Č°įņ│╔║ĖĮė▀^│╠ųąÕaųķĄ─«a(ch©Żn)╔·ĪŻ╚ń╣¹õōŠW(w©Żng)ŪÕŽ┤▓╗Ė╔ā¶Ż¼Üł┴¶į┌õōŠW(w©Żng)ķ_┐┌Ąū▓┐Ą─ÕaĖÓĢ■Š█╝»į┌õōŠW(w©Żng)ķ_┐┌ĖĮĮ³Ż¼į┌╗ž┴„║ĖĮėĢrŻ¼▀^ČÓĄ─ÕaĖÓŠ═Ģ■ą╬│╔ÕaųķĪŻėĪ╦óÖC(j©®)į┌▀xō±ūįäėŪÕŽ┤õōŠW(w©Żng)ĘĮ╩ĮĢrŻ¼╚ń╣¹▓╔ė├ر▓┴ĪóĖ╔▓┴į┘╝ė╔Žšµ┐š╚²ĘNŪÕŽ┤─Ż╩Įę╗ŲĄ─ĘĮ╩ĮŻ¼─▄╩╣õōŠW(w©Żng)ŪÕŽ┤Ą─ą¦╣¹Ą├ĄĮ╠ßĖ▀ĪŻŠ▀¾w┐╔Ė∙ō■(j©┤)«a(ch©Żn)ŲĘĄ─į¬╝■▓╝Šų║═ūŅąĪį¬╝■ę²─_ķgŠÓ▀m«ö(d©Īng)?sh©┤)─į÷╝ėŪÕŽ┤Ą─Ņl┬╩Ż¼ęį▀_(d©ó)ĄĮ┴╝║├Ą─õōŠW(w©Żng)ŪÕØŹą¦╣¹ĪŻ
4.4 £pąĪ┘NŲ¼ē║┴”
┘NŲ¼ē║┴”ę▓╩Ūę²ŲÕaųķĄ─ę╗éĆųžę¬įŁę“Ż¼═©│Ż▓╗▒╗╚╦éāūóęŌĪŻŲõė░Ēæę“╦žėą│╠ą“ĒŚ└’PCB║±Č╚Ą─įO(sh©©)Č©ĪóĘŌčbĒŚ└’į¬╝■Ė▀Č╚Ą─įO(sh©©)Č©ęį╝░┘NŲ¼ÖC(j©®)╬³ūņē║┴”Ą─įO(sh©©)Č©ĪŻ╚ń╣¹┘NčbĢrē║┴”▀^┤¾Ż¼Ģ■ę²Ųį¬╝■┘NĄĮPCB╔ŽĄ─ę╗╦▓ķgŻ¼īóÕaĖÓöDē║ĄĮ║Ė▒P═Ō╗“öDē║ĄĮį¬╝■Ž┬├µĄ─ūĶ║Ėīė╔ŽŻ¼▀@ą®▒╗öD│÷║Ė▒P═ŌĄ─ÕaĖÓį┌╗ž┴„║ĖĮėĢrŠ═Ģ■ę²ŲÕaųķĪŻĮŌøQįōå¢Ņ}Ą─ĘĮĘ©╩Ū£pąĪ┘NčbĢrĄ─ē║┴”Ż¼▒▄├ŌÕaĖÓ▒╗öDē║ĄĮ║Ė▒P═Ō├µ╚źĪŻ┐žųŲ┘NŲ¼ē║┴”Ą─įŁät╩ŪŪĪ║├─▄īóį¬╝■Ī░Ę┼Ī▒į┌ÕaĖÓ╔Ž▓óŽ┬ē║▀m«ö(d©Īng)?sh©┤)─Ė▀Č╚Ż¼▀@éĆ▀m«ö(d©Īng)?sh©┤)─Ė▀Č╚╩Ū▓╗─▄īóÕaĖÓöDē║│÷║Ė▒P═ŌĪŻßśī”┘NŲ¼ē║┴”ī”ÕaųķĄ─ė░ĒæŻ¼╬ęéāū„┴╦ŽÓĻP(gu©Īn)“×ūCŻ¼░l(f©Ī)¼F(xi©żn)£pąĪ┘NŲ¼ē║┴”┐╔ęįėąą¦Ą─£p╔┘ÕaųķöĄ(sh©┤)┴┐Ż¼╚ńŽ┬▒Ē2ĪŻę“×ķ▓╗═¼Ą─╣®æ¬(y©®ng)╔╠Īó▓╗═¼ą═╠¢Īó▓╗═¼Ą─ĘŌčbį¬╝■Ą─║±Č╚┤µį┌▓Ņ«ÉŻ¼╦∙ęįŻ¼ąĶę¬┐žųŲĄ─┘NŲ¼ē║┴”ę▓▓╗ę╗śėŻ¼į┌╔·«a(ch©Żn)Ą─Ģr║“ę¬ūóęŌŻ¼▒žę¬ĢrąĶ꬚{(di©żo)š¹┘NŲ¼ē║┴”ĪŻŽ┬łD6╩Ūš{(di©żo)š¹┘NŲ¼ē║┴”╗ž┴„║Ė║¾Ą─Õaųķī”▒╚łDŲ¼ĪŻ
▒Ē2 £pąĪ┘NŲ¼ē║┴”ÕaųķöĄ(sh©┤)ī”▒╚
|
|
ļSÖC(j©®)│ķ▓ķ
|
ÕaųķöĄ(sh©┤)┴┐
|
|
š{(di©żo)š¹Ū░┘NŲ¼ē║┴”
|
20
|
10
|
|
£pąĪ┘NŲ¼ē║┴”
|
20
|
10
|
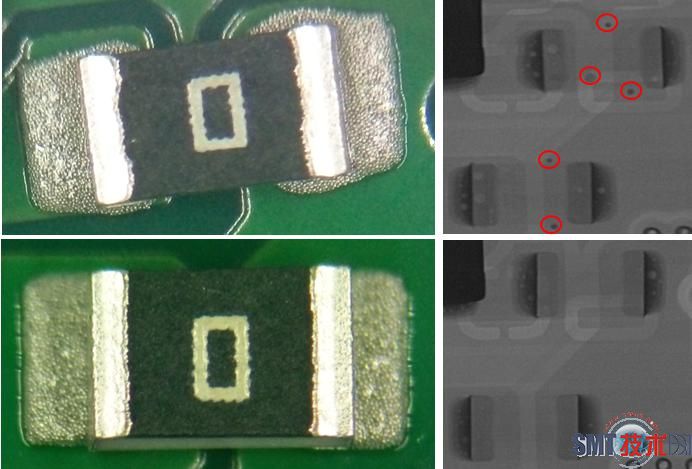
łD6 š{(di©żo)š¹┘NŲ¼ē║┴”╗ž┴„║Ė║¾Ą─Õaųķī”▒╚
4.5╠ßĖ▀į¬Ų„╝■╝░║Ė▒PĄ─┐╔║Ėąį
į¬╝■║═║Ė▒PĄ─┐╔║Ėąįī”ÕaųķĄ─«a(ch©Żn)╔·ę▓ėąų▒ĮėĄ─ė░ĒæĪŻ╚ń╣¹į¬╝■║═║Ė▒PĄ─č§╗»Č╚ć└(y©ón)ųžŻ¼į┌Įī┘Õāīė╔ŽĘe└█▀^ČÓĄ─č§╗»╬’Ģ■Ž¹║─ę╗ą®ų·║Ė䮯¼║ĖĮė║═ØÖر▓╗│õĘųŻ¼ę▓Ģ■įņ│╔ÕaųķĄ─«a(ch©Żn)╔·ĪŻę“┤╦Ż¼ąĶę¬┤_▒Żį¬Ų„╝■┼cPCBĄ─üĒ┴Ž┘|(zh©¼)┴┐ĪŻ
4.6 ā×(y©Łu)╗»Āt£žŪ·ŠĆ
Õaųķ╩Ūį┌PCBA═©▀^╗ž┴„║ĖĢr«a(ch©Żn)╔·Ą─ĪŻ╗ž┴„║Ė┐╔Ęų×ķ╦─éĆļAČ╬Ż║ŅA(y©┤)¤ßĪó▒Ż£žĪó╗ž┴„Īó└õģsĪŻį┌▀@╦─éĆļAČ╬ųąŻ¼ŅA(y©┤)¤ßĪó▒Ż£žļAČ╬Ą──┐Ą─╩ŪĮĄĄ═PCB ║═į¬╝■Ą─¤ßø_ō¶Ż¼┤_▒ŻÕaĖÓĄ─╚▄ä®į┌«a(ch©Żn)╔·ū„ė├Ģr─▄▓┐Ęųō]░l(f©Ī)Ż¼Č°▓╗ų┴ė┌į┌╗ž┴„║ĖĮėĢrŻ¼ė╔ė┌£žČ╚Ą─čĖ╦┘╔²Ė▀│÷¼F(xi©żn)╚▄ä®╠½ČÓŻ¼ę²Ų╠«╦·╗“’w×RŻ¼įņ│╔ÕaĖÓø_│÷║Ė▒PŻ¼ą╬│╔Õaųķ╗“š▀ÕaŪ“ĪŻ[3]ĮŌøQįōå¢Ņ}Ą─ĘĮĘ©╩Ū┐žųŲ║├╗ž┴„║ĖĄ─£žČ╚Ż¼į┌ŅA(y©┤)¤ßļAČ╬Ż¼£žČ╚╔Ž╔²▓╗─▄╠½┐ņŻ¼╔²£ž╦┘┬╩ę╗░Ń┐žųŲį┌2ĪŃC/S ęįŽ┬▀mųą╬╗ų├Ż¼╩╣ÕaĖÓ║═į¬╝■╝░║Ė▒PĄ─£žČ╚╔Ž╔²ĄĮ120ĪŃC~150ĪŃCų«ķgŻ¼£pąĪį¬Ų„╝■į┌į┘┴„ĢrĄ─¤ßø_ō¶ĪŻ▒Ż£žģ^(q©▒)Ģrķg┐žųŲį┌60Ī¬120S ā╚(n©©i)Ż¼╩╣Ą├╚▄ä®─▄į┌ę╗éĆ▌^║├Ą─ŲĮ┼_╔Ž─▄┤¾▓┐ĘųĄ─ō]░l(f©Ī)ū▀ĪŻį┌▀@éĆļAČ╬Ż¼║ĖĖÓųąĄ─║Ėä®ķ_╩╝Ų¹╗»ō]░l(f©Ī)Ż¼┐╔─▄╩╣ąĪŅw┴ŻĮī┘Ęųķ_┼▄ĄĮį¬╝■Ą─ĄūŽ┬Ż¼į┌╗ž┴„Ģr┼▄ĄĮį¬╝■ų▄ć·ą╬│╔ÕaųķĪŻ╚ń£žČ╚╔Ž╔²▀^┐ņ╚▌ęūįņ│╔║ĖÕa’w×RŻ¼ą╬│╔ÕaųķĪŻę“┤╦Ż¼▓╔╚Ī▌^▀mųąĄ─ŅA(y©┤)¤ß£žČ╚║═ŅA(y©┤)¤ß╦┘Č╚┐╔ęį┐žųŲ║ĖÕaųķĄ─«a(ch©Żn)╔·ĪŻ
4.7 £p╔┘═ŌĮńę“╦žĄ─ė░Ēæ
ę╗░ŃÕaĖÓėĪ╦óĢrĄ─ūŅ╝č£žČ╚×ķ18~28ĪµŻ¼ŽÓī”رČ╚40~70%Ż©┼cÕaĖÓĄ─╠žąįėąĻP(gu©Īn)Ż®ĪŻ£žČ╚▀^Ė▀Ż¼╩╣║ĖĖÓĄ─żČ╚ĮĄĄ═Ż¼╚▌ęū«a(ch©Żn)╔·╠«╦·Ż╗رČ╚▀^Ė▀Ż¼ÕaĖÓ╚▌ęū╬³╩š╦«ĘųŻ¼╚▌ęū░l(f©Ī)╔·’w×RŻ¼▀@Č╝╩Ūę²ŲÕaųķĄ─įŁę“ĪŻę“┤╦Ż¼ę¬┐žųŲ║├▄ćķgĄ─£žØ±Č╚ĪŻ
5 ĮY(ji©”)šō
ÕaųķĄ─«a(ch©Żn)╔·╩Ūę╗éĆśOÅ═(f©┤)ļsĄ─▀^│╠Ż¼ę“×ķŻ¼«a(ch©Żn)╔·ÕaųķĄ─įŁę“║▄ČÓŻ¼╦∙ęįŻ¼╬ęéāį┌ĮŌøQ╗“ŅA(y©┤)Ę└ÕaųķĄ─«a(ch©Żn)╔·Ģræ¬(y©®ng)ŠC║Ž┐╝æ]ĪŻ╬ęéā╣½╦ŠĄ─ū÷Ę©╩Ūßśī”0603╝░ęį╔ŽŲ¼╩Įį¬╝■õōŠW(w©Żng)ū„Ę└Õaųķķ_┐┌╠Ä└ĒĪóć└(y©ón)Ė±ęÄ(gu©®)ĘČÕaĖÓĄ─ā”┤µ║═╩╣ė├ĪóęÄ(gu©®)ĘČ║Ė▒PĄ─įO(sh©©)ėŗĪóš{(di©żo)š¹║Ž▀mĄ─┘NŲ¼ē║┴”Īóįć«a(ch©Żn)ļAČ╬ąĶā×(y©Łu)╗»╗ž┴„║ĖŪ·ŠĆĪŻį┌īŹļH╣żū„ųą╬ęéā░l(f©Ī)¼F(xi©żn)CHIPį¬╝■«a(ch©Żn)╔·Ą─ÕaųķŻ¼┤¾╝sėą60~80%╩Ūę“×ķį¬╝■öDē║ÕaĖÓī¦(d©Żo)ų┬Ą─ĪŻę“┤╦Ż¼į┌ĮŌøQŲ¼╩Įį¬╝■Õaųķå¢Ņ}ĢrąĶę¬ųž³c┐žųŲš{(di©żo)š¹║├į¬╝■Ą─┘NŲ¼ē║┴”ĪŻīŹ█`ūC├„Ż¼į┌─┐Ū░Ą─SMT╗ž┴„║ĖĮėųŲ│╠ųąŻ¼╚ń╣¹▀xō±║Ž▀mĄ─ÕaĖÓ▓óęÄ(gu©®)ĘČ╩╣ė├Ż¼ā×(y©Łu)╗»║═┐žųŲ║├╔·«a(ch©Żn)╣ż╦ć▀^│╠Ż©╚ńõōŠW(w©Żng)ķ_┐┌įO(sh©©)ėŗŻ¼┘NŲ¼ē║┴”Ą─┐žųŲĄ╚Ż®Ż¼╩Ū═Ļ╚½ėą┐╔─▄Č┼Į^ÕaųķĄ─«a(ch©Żn)╔·╗“?q©▒)óÕaųķ«a(ch©Żn)╔·Ą─Ė┼┬╩ĮĄų┴Ė³Ą═ĪŻ