
╦─┤©õōĮŅŠW(w©Żng)ŠW(w©Żng)║ĖÖC(j©®)Ę┼ą─ĮŁ╬„Į©ų■ŠW(w©Żng)║ĖŠW(w©Żng)ÖC(j©®)Ę┼ą─

┐vŽ“õōĮŅ▓Į▀M(j©¼n)ŽĄĮy(t©»ng)--▀xė├╦┼Ę■ļŖÖC(j©®)╝░£p╦┘Ų„--┤_▒ŻŠW(w©Żng)Ė±│▀┤ńĄ─£╩(zh©│n)┤_ąįŻ¼▓ó─▄ē“?q©▒)Ź¼F(xi©żn)Ė▀╦┘║ĖĮėŻ¼╠ßĖ▀─Ļ╔·«a(ch©Żn)┴┐Ż¼─Ļ«a(ch©Żn)┴┐2╚f(w©żn)ćŹĪŻĮ©ų■õōĮzŠW(w©Żng)Ų¼║ĖŠW(w©Żng)ÖC(j©®)╦∙║ĖĄ─ŠW(w©Żng)Ų¼ŲĮš¹Ż¼ī”(du©¼)ĮŪŠĆš`▓ŅąĪĪŻ
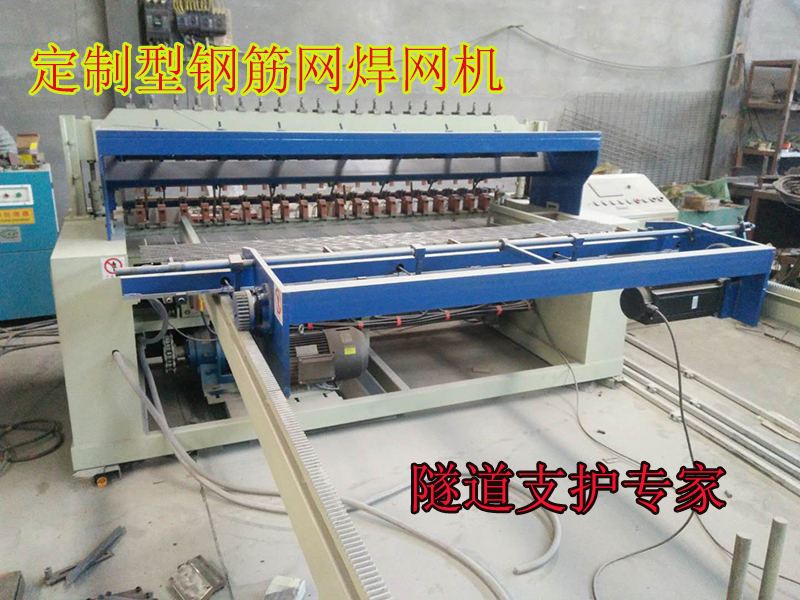
Į©ų■õōĮzŠW(w©Żng)Ų¼║ĖŠW(w©Żng)ÖC(j©®)╩ŪÖC(j©®)ļŖę╗¾w╗»║ĖŠW(w©Żng)įO(sh©©)éõŻ¼ā×(y©Łu)³c(di©Żn)╩ŪÅĮĮz┐╔š{(di©żo)Ż¼ŠĢĮzĄ─┐ūÅĮ▌ö╚ļļŖ─XŠ═─▄▀_(d©ó)ĄĮ─·╦∙▀_(d©ó)ĄĮĄ─┐ūŠÓŻ¼į┌║ĖŠW(w©Żng)ųą╚ń─·Žļūī║ĖĮėĄ─┐ūŠÓĄ├ĄĮūā╗»Ż¼─·Š═░č┐ūŠÓ▌ö╚ļļŖ─XŠ═─▄▀_(d©ó)ĄĮ─Ń╦∙ꬥ─┐ūŠÓŻ¼┐ūŠÓļSęŌ┐╔š{(di©żo)ĪŻĮŁ╬„Į©ų■ŠW(w©Żng)║ĖŠW(w©Żng)ÖC(j©®)Ę┼ą─
õōĮŅŠW(w©Żng)ŪąöÓÖC(j©®)į┌ŪąöÓČ╠┴ŽĢr(sh©¬)Ż¼┐┐Į³ĄČŲ¼Ą─╩ų║═ĄČŲ¼ų«ķgĄ─ŠÓļxæ¬(y©®ng)▒Ż│ų150mmęį╔ŽŻ¼╚ń╩ų╬šČ╦ąĪė┌400mmĢr(sh©¬)Ż¼æ¬(y©®ng)ė├╠ū╣▄╗“ŖAŠ▀īóõōĮŅČ╠Ņ^ē║ūĪ╗“ŖA└╬ĪŻ╝¶ŪąĄ═║ŽĮõōĢr(sh©¬)Ż¼æ¬(y©®ng)Ė³ōQĖ▀ė▓Č╚ŪąĄČŻ¼╝¶Ūąų▒ÅĮæ¬(y©®ng)Ę¹║ŽÖC(j©®)ąĄŃæ┼ŲęÄ(gu©®)Č©ĪŻ▓╗Ą├╝¶Ūąų▒ÅĮ╝░ÅŖ(qi©óng)Č╚│¼▀^(gu©░)ÖC(j©®)ąĄŃæ┼ŲęÄ(gu©®)Č©Ą─õōĮŅ║═¤²╝tĄ─õōĮŅĪŻę╗┤╬ŪąöÓČÓĖ∙õōĮŅĢr(sh©¬)Ż¼Ųõ┐éĮž├µĘeæ¬(y©®ng)į┌ęÄ(gu©®)Č©ĘČć·ā╚(n©©i)ĪŻ

ĮŁ╬„Į©ų■ŠW(w©Żng)║ĖŠW(w©Żng)ÖC(j©®)Ę┼ą─
ĮY(ji©”)ģjśŗ(g©░u)Ė┼╩÷
ĪĪ1Īó║Ėā╦Įėūāē║Ų„
ĪĪĖ∙ō■(j©┤)▓╗═¼Ą─╣ż╝■Ż¼║ĖÖC(j©®)ā╚(n©©i)▓┐čbėąŅ~Č©╚▌┴┐Å─25KVA-150KVA▓╗═¼Ą─║ĖĮėūāē║Ų„ĪŻįōūāē║Ų„ŠĆ╚”▓╔ė├▒P(p©ón)╩ĮŠĆ╚”ĮY(ji©”)śŗ(g©░u)Ż¼│§╝ē(j©¬)ŠĆ╚”ė╔4-6éĆ(g©©)▒P(p©ón)╩ĮŠĆ╚”ĮM│╔Ż¼═©▀^(gu©░)═Ō▀BĮėĄ─Įėė|ĮM┐╔ęįĖ─ūāŠĆģj╚”Ą─▓ó┬ō(li©ón)╗“┤«┬ō(li©ón)ĘĮ╩ĮŻ¼Å─Č°½@Ą├8ĘN▓╗═¼Ą─▌ö│÷ļŖē║Ż¼Š▀¾wĄĮ├┐éĆ(g©©)ęÄ(gu©®)Ė±Ą─ūāē║Ų„ėą▓╗═¼Ą─╝╝ąg(sh©┤)ģóöĄ(sh©┤)Ż¼ģóęŖ(ji©żn)Ž┬├µ▒ĒĖ±2ĪŻ┤╬╝ē(j©¬)ŠĆ╚”▓╔ė├Č■ų┴╚²Ų¼ūŽŃ~░Õ═ŌĘ¾ę╗╚”ā╦═©╦«└õģs╦«╣▄║═ģR┴„░ÕĮM│╔Ż¼ģR┴„░ÕĄ─ū„ė├╩Ū▀BĮė┤╬╝ē(j©¬)ŠĆ╚”Ż¼═¼Ģr(sh©¬)▀_(d©ó)ĄĮ┼c▌ö│÷ļŖśO▄øŃ~ĦĄ─▀BĮėŻ¼ģR┴„░Õę╗░Ńę▓įO(sh©©)ėŗ(j©¼)╔Ž┴╦═©╦«└õģsčbų├ĪŻ×ķ┴╦╠ßĖ▀║ĖÖC(j©®)Ą─«a(ch©Żn)ŲĘ┐╔┐┐ąįŻ¼ėąą®║ĖÖC(j©®)ęčĮø(j©®ng)╚ĪŽ¹┴╦Įėė|ĮM║═▓Õ░čŻ¼Č°░č║ĖĮėūāē║Ų„ų▒ĮėĮė│╔Ą┌Ų▀ÖnŻ©╗“ūŅ┤¾ÖnĄ┌░╦ÖnŻ®Ż¼▌ö│÷ļŖē║Ą─š{(di©żo)╣Ø(ji©”)╩Ūę└┐┐KD3-160B╬óÖC(j©®)³c(di©Żn)═╣║Ė┐žųŲŲ„Ą─║ĖĮė─▄┴┐ą²ŌoüĒ(l©ói)īŹ(sh©¬)¼F(xi©żn)¤o(w©▓)╝ē(j©¬)▀B└m(x©┤)š{(di©żo)š¹Ą─ĪŻ
ĪĪ2Īó╔ŽĪóŽ┬ļŖśO╝░Ųõų¦│ąÖC(j©®)śŗ(g©░u)
ĪĪ╔ŽŽ┬ā╔éĆ(g©©)║ĖĮėļŖśOĘųäečbė┌ļŖśO▒█╔ŽŻ¼«ö(d©Īng)ąĶę¬║ĖĮėĢr(sh©¬)Ż¼╔ŽļŖśOį┌ÜŌĖūĄ─ū„ė├Ž┬Ž“Ž┬ū„ų▒ŠĆ┤╣ų▒▀\(y©┤n)äė(d©░ng)Ż¼ē║Šo╣ż╝■║¾▀M(j©¼n)ąą╩®║ĖĪŻė╔ė┌║ĖĮėĄ─╣ż╝■ĮY(ji©”)śŗ(g©░u)▓╗ā╦═¼Ż¼║ĖĮėļŖśOĄ─│▀┤ńą╬ĀŅę▓Ģ■(hu©¼)ŽÓæ¬(y©®ng)Ąž▀M(j©¼n)ąąĖ─ūāĪŻ
ĪĪļŖśOŅ^┼cļŖśO╬šŚUĄ─▀BĮė▓┐ĘųąĶę¬ī¦(d©Żo)ļŖ┴╝║├Ż¼ęį£p╔┘¤ß┴┐Ą─«a(ch©Żn)╔·Ż¼ļŖśO╬šŚUę▓ąĶę¬═©╦«▀M(j©¼n)ąą└õģsĪŻ
ĪĪ3ĪóÜŌäė(d©░ng)╝ėē║ā╦čbų├
ĪĪ ▒Š║ĖÖC(j©®)Ą─ÜŌäė(d©░ng)╝ėē║čbų├╔Žė╔┐šÜŌē║┐sÖC(j©®)Ż©ė├æ¶(h©┤)ūįéõŻ®ĪóÜŌį┤╠Ä└Ēį¬╝■ĪóļŖ┤┼ōQŽ“ķyĪó┴„┴┐┐žųŲķyĪó╣żū„ÜŌĖūĄ╚Äū▓┐ĘųĮM│╔ĪŻ

║ĖŠW(w©Żng)ÖC(j©®)Š▀ėąę╗Ž┬ā×(y©Łu)³c(di©Żn):įōįO(sh©©)éõ┼┼║ĖÖC(j©®)×ķ├║ĄVų¦ūo(h©┤)ŠW(w©Żng)║ĖĮė╔·«a(ch©Żn)ŠĆŻ¼▀mė├ė┌├║ĄVų¦ūo(h©┤)ŅI(l©½ng)ė“Ż¼įōÖC(j©®)ą═▀m║Žė├ė┌õōĮŅÕ^ŠW(w©Żng)Ų¼Ą─Ė▀╦┘╔·«a(ch©Żn),įōįO(sh©©)éõ║ĖĮė╦┘Č╚┐ņĪóŠW(w©Żng)Ė±│▀┤ń£╩(zh©│n)┤_Īó║Ė³c(di©Żn)└╬┐┐Ż¼┤·╠µ╚╦╣żĮēį·Īó╚╦╣ż║ĖĮė┼c┤╦ŽÓ▒╚Ė³╝ė╣Ø(ji©”)─▄ĪóĖ▀ą¦ĪóŁh(hu©ón)▒ŻĪŻ
õōĮŅŠW(w©Żng)Ų¼┼┼║ĖÖC(j©®)Ż¼¤K╩ŪØhįĮųž╣żį┌╬³╩šć°(gu©«)ā╚(n©©i)Ž╚▀M(j©¼n)Ą─ļŖÖC(j©®)┐žųŲļŖūĶ║Ė╝╝ąg(sh©┤)Ą─╗∙ĄA(ch©│)╔ŽŻ¼ūįąąčąųŲ│╔╣”Ą─ę╗¤├ĘNūįäė(d©░ng)║ĖĮė¤■įO(sh©©)éõĪŻ
õōĮŅŠW(w©Żng)Ų¼õōĮŅŠW(w©Żng)┼┼║ĖÖC(j©®)ąį─▄╠ž³c(di©Żn):
1Īó├┐ę╗ĮMĀXČ╝ė╔å╬¬Ü(d©▓)Ą─╬ó┐žųŲŻ¼ę╗┤╬╝ėē║Ż¼ČÓ┤╬║ĖĮėŻ¼╩╣║ĖĮėĖ³└╬┐┐Ż¼Ė³ĘĆ(w©¦n)Č©ĪóĖ³┐ņĮ▌ĪóĖ³╝ėųŪ─▄╗»ĪŻ
2Īó┤╦įO(sh©©)éõĀb▓╔ė├ÖC(j©®)ąĄļŖūĶ║ĖĮėĘĮ╩ĮŻ¼║ĖĮėē║┴”Š∙ä“Ż¼║Ė³c(di©Żn)└╬╣╠ĪóĘĆ(w©¦n)Č©ĪŻ
3Īó║ĖĮėĀEļŖśOŅ^▓╔ė├ā×(y©Łu)┘|(zh©¼)ŃtõåŃ~▓─┴ŽųŲū„Ż¼╩╣ė├ē█├³ķL(zh©Żng)Ż¼ĮĄĄ═╔·«a(ch©Żn)│╔▒ŠĪŻ
4Īó▓╔ė├▌^ą┬ą═öĄ(sh©┤)┐ž║ĖĮėŻ¼┐╔ęįØM(m©Żn)ūŃĖ▀╦┘▀B└m(x©┤)║ĖĮė5mm--8mm┘|(zh©¼)įā(x©▓n)Ż║õōĮzę¬Ū¾Ż¼Č°Ūęø](m©”i)ėąķ_(k©Īi)║ĖĪó┬®║Ė¼F(xi©żn)Ž¾ĪŻ
5Īó╚½│╠▓┘ū„ų╗ąĶ2-3╚╦Ż¼śO┤¾│╠Č╚╔ŽĮĄĄ═┴╦╚╦┴”│╔▒ŠĪŻ
6Īó▓╔ė├PLCŠÄ│╠┐žųŲŻ¼╚╦ąį╗»Ą─▓┘ū„Įń├µŻ¼ęūė┌▓┘ū„╝░šŲ╬šĪŻ
7ĪóŠW(w©Żng)Ų¼ęÄ(gu©®)Ė±¬£š{(di©żo)š¹▓╔ė├öĄ(sh©┤)┐žš{(di©żo)╣Ø(ji©”)Ż¼╦∙ėą║ĖĮėĀóģóöĄ(sh©┤)Īó╔·«a(ch©Żn)öĄ(sh©┤)ō■(j©┤)įO(sh©©)Č©ĘĮ▒ŃĪó┐ņĮ▌ĪŻ
8.ūo(h©┤)Ö┌ŠW(w©Żng)║ĖŠW(w©Żng)ÖC(j©®)▓╔ė├═¼▓Į┐žųŲ╝╝ąg(sh©┤)Ż¼║ĖĮėĢr(sh©¬)ķg┼cĀYĘų┐ž║ĖĮėŠ∙ė╔PLCöĄ(sh©┤)ĀLūųŠÄ│╠ŽĄĮy(t©»ng)ĮM│╔Ż¼Ųõųą▌ö╚ļ├µ░Õ×ķė|├■Ų┴Ż¼▓┘ū„Ė³ųŪ─▄╗»Ż¼║Ž└Ē╗»Ż¼▓óŪęŠ▀ėąę╗┤╬ē║ŠoĀ~Ż¼Ęų┤╬║ĖĮėĄ─╠ž³c(di©Żn)ĪŻ
õōĮŅŠW(w©Żng)ŠW(w©Żng)║ĖÖC(j©®)õōĮŅŠW(w©Żng)ŠW(w©Żng)║ĖÖC(j©®)Ą─ā×(y©Łu)³c(di©Żn)Ż║
1Īó╣Ø(ji©”)─▄Ż¼╔ó¤ßŲ„ķW╣ŌõōĮŅŠW(w©Żng)ŠW(w©Żng)║ĖÖC(j©®)▓╔ė├Ą─╩Ūā╔┼_(t©ói)125KVAĄ─ūĶ║Ėūāē║Ų„×ķļŖį┤Ż¼ÜŌäė(d©░ng)ē║ŠoĪóĒöÕæŻ¼¤o(w©▓)ę║ē║šŠĪŻŽÓ▌^ė┌Ųõ╦³Ųõ╦³▓╔ė├ā╔┼_(t©ói)315KVAĄ─å╬ŽÓĮ╗┴„ūĶ║Ėūāē║Ų„║═ā╔┼_(t©ói)╣”┬╩×ķ18KVAę║ē║šŠĄ─║ĖÖC(j©®)Ż¼UN-250AB║ĖÖC(j©®)┐╔╣Ø(ji©”)ļŖ▀_(d©ó)78©GĪŻ
2Īóī”(du©¼)ļŖŠW(w©Żng)Ą─ę¬Ū¾Ą═Ż¼āHąĶ250KVAĄ─ļŖŠW(w©Żng)╝┤┐╔ØM(m©Żn)ūŃĪŻ
3Īó║ĖĮėŠ½Č╚Ė▀Ż¼▓╔ė├┐╔ŠÄ│╠┐žųŲŲ„PLC║═▀M(j©¼n)┐┌▓Į▀M(j©¼n)ļŖÖC(j©®)üĒ(l©ói)┐žųŲķW╣Ō▀^(gu©░)│╠Ż¼─▄Š½£╩(zh©│n)įO(sh©©)Č©¤²╗»┴┐║═¤²╗»╦┘Č╚Ż╗═©▀^(gu©░)╬óļŖ─XūĶ║Ė┐žųŲŲ„üĒ(l©ói)┐žųŲ║ĖĮėļŖ┴„ĪŻ║Ė║¾Ų¼Ņ^Ą─ųąą─ŠÓš`▓Ņ┐╔┐žųŲį┌į┌Ī└0.2mmā╚(n©©i)Ż¼ĘĮ▒Ń║¾└m(x©┤)Ą─ĮMŲ¼║ĖĮėĪŻ
4Īóūįäė(d©░ng)ī”(du©¼)ųą╣”─▄Ż¼▒ŻūC║ĖĮėŪ░╣▄ų∙ā╔Č╦║═ā╔éĆ(g©©)Ų¼Ņ^Č╦Ą─ķgŠÓę╗ų┬Ż¼Å─Č°▒ŻūCā╔Č╦¤²╗»┴┐Ą─ę╗ų┬ĪŻ
5Īó║ĖĮėą¦┬╩Ė▀Ż¼ė╔ė┌╣ż╝■Ą─ē║Šo▓╔ė├Ą─╩Ū▒Č┴”ÜŌĖūŻ¼ŲõĘ┤æ¬(y©®ng)╦┘Č╚├„’@┐ņė┌ę║ē║ĖūĪŻ
6Īó▓┘ū„╝░ŠSą▐Ę■äš(w©┤)ĘĮ▒ŃŻ¼ė╔ė┌¤o(w©▓)ę║ē║šŠŻ¼«a(ch©Żn)ŲĘĄ─š{(di©żo)įć³c(di©Żn)Īó╣╩šŽ³c(di©Żn)ę¬╔┘Ż¼▓╗Ģ■(hu©¼)│÷¼F(xi©żn)┬®ė═Ą╚¼F(xi©żn)Ž¾ĪŻ
Ī± ┼_(t©ói)×│Į©ų■ŠW(w©Żng)ŠW(w©Żng)║ĖÖC(j©®)ę╗┴„Ż║http://www.jdzj.com/jdzjnews/k2_24428690.html