
═©╗»å╬ų∙ąŻš²īżę║ē║ÖC õN╩█ųąą─Ż¼╣╩šŽ┼┼│²
ę║ē║╚²Ėūš█ÅØÖC
ę║ē║░Õ┴Žš█ÅØÖC
ļŖę║═¼▓ĮöĄ(sh©┤)┐ž░Õ┴Žš█ÅØÖC
ļpō¶┬ō(li©ón)äėę║ē║░Õ┴Ž(öĄ(sh©┤)┐žŻ®š█ÅØÖC
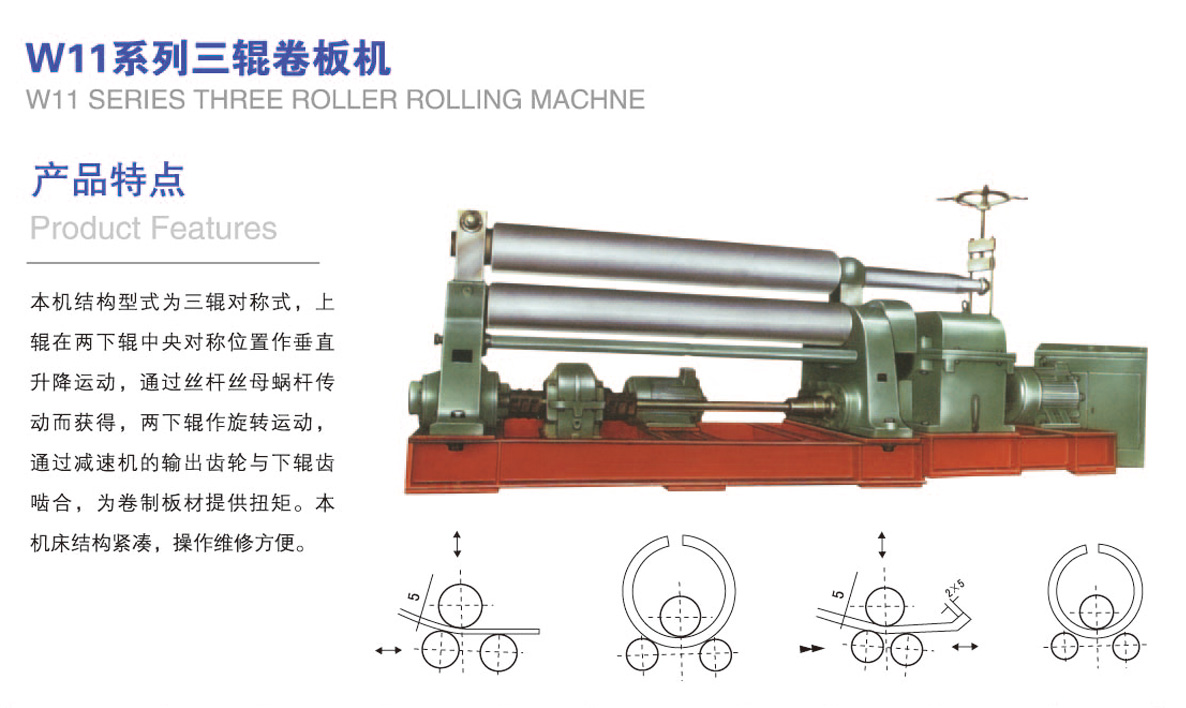
─ŽŠ®╚A¶ööĄ(sh©┤)┐žÖC┤▓ųŲįņėąŽ▐╣½╦Š╬╗ė┌─ŽŠ®╩ąõÓ╦«ģ^(q©▒)├„ėX╣żśI(y©©)ł@Ż¼ŠÓļx─ŽŠ®┬ĘŠ═ć°ļHÖCł÷āH15╣½└’Ż¼▀BĮė╠KĪóšŃĪó£¹ĪóĮ╗═©▒Ń└¹ĪŻ
▒Š╣½╦Šų„ę¬╔·«aWC67Y/Kš█ÅØÖCĪóQC12Y/KŽĄ┴ą╝¶░ÕÖCĪóŠĒ░ÕÖCĪóø_┤▓Īó┬ō(li©ón)║Žø_╝¶ÖC╝░╚ą─źŠ▀Ą╚«aŲĘŻ¼īŻśI(y©©)×ķ║Į┐šĪó▌p╣żĪóę▒ĮĪóĮ©ų■ĪóŲ¹▄ćĪóļŖ┴”ĪóčbõĻĄ╚ąąśI(y©©)╠ß╣®╦∙ąĶĄ─īŻśI(y©©)ÖCąĄ║═│╔╠ūįOéõŻ¼«aŲĘĀIõN╚½ć°Ė„ĄžŻ¼▓┐Ęų«aŲĘęč│÷┐┌¢|─Žüå╝░ų▄▀ģĄžģ^(q©▒)ĪŻ ╣½╦Š▓╔ė├¼F(xi©żn)┤·╗»Ų¾śI(y©©)Ą─╣▄└ĒĘĮĘ©Ż¼┴óūŃė┌«aŲĘĄ─┘|┴┐╣▄└ĒŻ¼ęįŲõā×(y©Łu)ąŃĄ─ŲĘ┘|Ż¼ą┬ĘfĄ─įOėŗŻ¼║Ž└ĒĄ─ārĖ±Ż¼═Ļ╔ŲĄ─╩█║¾Ę■äš╚ĪĄ├┴╦ÅV┤¾┐═æ¶Ą─ųžĘĻą┼┘ć║═ę╗ų┬║├įuĪŻ╣½╦Šć└Ė±ž×ÅžISO9001:2008ć°ļH┘|┴┐╣▄└Ē¾wŽĄŻ¼▒³│ųĪ░ęį╚╦×ķ▒ŠĪóūĘŪ¾ū┐įĮĪóŲĘ┘|äō(chu©żng)ą┬Īó│ų└m(x©┤)Ė─▀MĪ▒Ą─Ų¾śI(y©©)Š½╔±......
─ŽŠ®╚A¶ööĄ(sh©┤)┐žÖC┤▓ųŲįņėąŽ▐╣½╦Š
┬ō(li©ón)ŽĄ╚╦Ż║š┬Įø(j©®ng)└Ē
╩ųÖCŻ║130-9350-8999
ļŖįÆŻ║025-52616198
é„šµŻ║025-52616226
╩█║¾ļŖįÆŻ║025-52616239
ĄžųĘŻ║ĮŁ╠K╩Ī─ŽŠ®╩ąõÓ╦«ģ^(q©▒)╩»õąµé(zh©©n)├„ėX╣żśI(y©©)ł@ūįĮ©ÅSĘ┐
Ī░¤ßŪķĘ■äšĪó╝Üų┬ų▄ĄĮĪó│ųų«ęį║ŃĪóŠ½ęµŪ¾Š½Ī▒╩Ū╬ęéāĄ─╬─╗»ū┌ų╝ŻĪ
═©╗»å╬ų∙ąŻš²īżę║ē║ÖC
õN╩█ųąą─ĪĪĪĪĻÉ╗▌╚╩ÅŖš{Ż¼Į±─Ļ╔Ž░ļ─Ļė├æ¶╩ął÷ėąā╔éĆūā╗»ąĶĻPūóĪŻę╗╩ŪŲ¹▄ć╩ął÷«aõN┴┐’@ų°Ž┬ĮĄŻ¼╔Ž░ļ─ĻŲ¹▄ć«a┴┐į÷ķL2.6%Ż¼╗ž┬õ6.9éĆ░┘Ęų³cŻ¼õN┴┐į÷ķL1.4%Ż¼╗ž┬õ7éĆ░┘Ęų³cŻ¼╠žäe╩Ū6į┬Ę▌Ż¼«aõNļpŽ┬ĮĄŻ¼Ų¹▄ćę╗ų▒╩ŪÖC┤▓ąąśI(y©©)Ą─ė├æ¶╩ął÷Ż¼Į±─ĻĄ─Ž┬ąąČÓ─Ļ╬┤ęŖĪŻČ■╩Ū╩ųÖC╩ął÷ę▓ķ_╩╝Ž┬Ą°Ż¼Ė∙ō■(j©┤)ć°Įy(t©»ng)ŠųöĄ(sh©┤)ō■(j©┤)Ż¼Į±─Ļę╗╝ŠČ╚╩ųÖC╩ął÷╩Ūžōį÷ķLŻ¼═¼▒╚Ž┬ĮĄ13.6%ĪŻīÆļŖē║▌ö╚ļŻ¼▌ö│÷ļŖčįäėĘĆ(w©¦n)ē║Ż©RŻ®Ż¼╦▓ķgĄ¶ļŖ▓╗═ŻÖCŻ¼▀mæ¬─▄┴”Ė³ÅŖĪĪĪĪ▓╔ė├ÅØŪ·ĢrŻ¼ÅØŪ·░ļÅĮ×ķ░╝─Żķ_┐┌ŠÓĄ─0.156▒ČĪŻį┌ÅØŪ·ųąŻ¼░╝─Żķ_┐┌ŠÓæ¬╩ŪĮī┘▓─┴Ž║±Č╚Ą─8▒ČĪŻ└²╚ńŻ¼╩╣ė├1/2ėó┤ń(0.0127├ū)Ą─ķ_┐┌ŠÓ│╔ą╬16 gaugeĄ═╠╝õōĢrŻ¼┴Ń╝■Ą─ÅØŪ·░ļÅĮ╝s0.078ėó┤ńĪŻ╚¶ÅØŪ·░ļÅĮ▓Ņ▓╗ČÓąĪĄĮ▓─┴Ž║±Č╚Ż¼
ęį╝╝ągĄ─▓▀┬įš²į┌Ž“ęį┐═æ¶×ķųąą─Ą─▓▀┬į▐DūāŻ║Įø(j©®ng)Ø·╬ŻÖC═∙═∙Ģ■┤▀╔·┤¾ęÄ(gu©®)─ŻĄ─«aśI(y©©)╔²╝ē║═Ų¾śI(y©©)▐Dą═Ż¼ÖC┤▓╣żŠ▀ąąśI(y©©)īŹ¼F(xi©żn)ųŲįņśI(y©©)Ę■äš╗»Ż¼║╦ą─į┌ė┌ę¬ęį┐═æ¶×ķųąą─Ż¼ĘeśO╠ß╣®┐═æ¶ąĶꬥ─éĆąį╗»Ę■äšĪŻę“┤╦Ż¼Å─║åå╬Ą─┘u«aŲĘ▐DŽ“╠ß╣®š¹¾wĮŌøQĘĮ░ĖĪóÅ─ęį╝╝ąg×ķųąą─Ž“ęį┐═æ¶×ķųąą─▐Dūā│╔×ķ«öĮ±Ą─┌ģä▌ĪŻĪĪĪĪÖC┤▓╣żŠ▀╣żśI(y©©)ģf(xi©”)Ģ■Ą─ą┬öĄ(sh©┤)ō■(j©┤)’@╩ŠŻ¼2015─Ļ╬ęć°ÖC┤▓╣żŠ▀ąąśI(y©©)š¹¾wŠ░ÜŌČ╚ųĖöĄ(sh©┤)āH×ķ34.5%Ż¼▀hĄ═ė┌50%Ą─ĘųĮńŠĆŻ¼Ūę▒╚2014─Ļ┤¾Ę∙Ž┬ĮĄ8.8éĆ░┘Ęų³cĪŻĪ░╚ź─ĻÖC┤▓ąąśI(y©©)└^└m(x©┤)Ą═╬╗▀\ąąŻ¼│ą╩▄Ą─Ž┬ąąē║┴”ÅŖČ╚Ė³┤¾ĪóĘČć·Ė³ÅVŻ¼ā╚═Ō┘QļpŽ┬ĮĄŻ¼š¹¾wą╬ä▌▒╚▌^ć└Š■ĪŻĪ▒ÖC┤▓╣żŠ▀╣żśI(y©©)ģf(xi©”)Ģ■│ŻäšĖ▒└Ē╩┬ķL╝µĻÉ╗▌╚╩šfŻ¼╬ęć°ÖC┤▓ąąśI(y©©)š²╠Äė┌▐Dą═Ļć═┤Ų┌Ż¼Ų¾śI(y©©)ę¬ī”«öŪ░ą╬ä▌ėą╔Ņ┐╠└Ēąį┐═ė^Ą─šJūR║═░č╬šŻ¼ĘeśOæ¬ī”ĪŻė╔ė┌ąąśI(y©©)Š░ÜŌČ╚Ą═├įŻ¼Ž┬ė╬ųŲįņą═Ų¾śI(y©©)ī”ÖC┤▓ąĶŪ¾Ž┬ĮĄŻ¼╦∙ęį╬ęć°ÖC┤▓ąąśI(y©©)ę╗ų▒╠Äė┌Ą═├įĀŅæB(t©żi)Ż¼╔²╝ē▐Dą═│╔×ķąąśI(y©©)Į³Äū─ĻĄ─ĻPµIį~Ż¼Įø(j©®ng)Ø·ą═öĄ(sh©┤)┐žÖC┤▓ät│╔×ķš±┼dčbéõųŲįņśI(y©©)Ą─ųž³cų«ę╗ĪŻ[1] ĪĪĪĪĻÉ╗▌╚╩šJ×ķŻ¼ę¬į┌Ė▀Č╦ŅIė“īŹ¼F(xi©żn)═╗ŲŲŻ¼ę╗ĘĮ├µŲ¾śI(y©©)ę¬┼¼┴”äō(chu©żng)ą┬╝ėÅŖčą░l(f©Ī)Ż¼ūįų„║╦ą─╝╝ągŻ¼═¼Ģr┼cųž³cŅIė“ė├æ¶╔ŅČ╚ī”įÆŻ¼╣▓═¼īŹ¼F(xi©żn)æ¬ė├Ż╗┴Ēę╗ĘĮ├µę▓ąĶ꬚■▓▀┤¾┴”ų¦│ųŻ¼ę²ī¦╣®ąĶā╔Č╦╝ėÅŖĮY║ŽŻ¼╣─äŅŲ¾śI(y©©)▓╔ė├ć°«aĖ▀Č╦ÖC┤▓ĪŻ5Īó╣”─▄▓┐╝■ąį─▄▓╗öÓ╣”─▄▓┐╝■▓╗öÓŽ“Ė▀╦┘Č╚ĪóĖ▀Š½Č╚Īó┤¾╣”┬╩║═ųŪ─▄╗»ĘĮŽ“░l(f©Ī)š╣Ż¼▓ó╚ĪĄ├│╔╩ņĄ─æ¬ė├ĪŻ╚½öĄ(sh©┤)ūųĮ╗┴„╦┼Ę■ļŖÖC║═“īäėčbų├Ż¼Ė▀╝╝ąg║¼┴┐Ą─ļŖų„▌SĪó┴”ŠžļŖÖCĪóų▒ŠĆļŖÖCŻ¼Ė▀ąį─▄Ą─ų▒ŠĆĮM╝■Ż¼Ė▀Š½Č╚ų„▌Så╬į¬Ą╚╣”─▄▓┐╝■═ŲÅVæ¬ė├Ż¼śO┤¾Ą─öĄ(sh©┤)┐žÖC┤▓Ą─╝╝ąg╦«ŲĮĪŻĪĪĪĪECK2150öĄ(sh©┤)┐žūāÖEłA▄ć┤▓šnŅ}ė╔ķL╔│ę╗┼╔öĄ(sh©┤)┐žÖC┤▓ėąŽ▐╣½╦Š│ąō·Ż¼║╦ą─╝╝ąg░³└©Ż║ę¶ŅlĒæų▒ŠĆ╦┼Ę■ļŖÖCĪó╦┼Ę■┐žųŲ░Õ┐©┼cöĄ(sh©┤)┐ž¤o┐p╝»│╔ĪóĪ░G┤·┤aŻ½╣ż╦ć┐©Ī▒ŠÄ│╠Īó╦┼Ę■ų▒ŠĆļŖÖC┼c“īäėŲ„Ą─═©ėŹ║═ī”ÖC┤▓▌S┐žųŲĪóīŻė├╣ż╦ć║═£y┴┐Ą╚ĪŻčąųŲ│÷ę╗┼_śėÖCŻ¼═Ļ│╔┴╦Ļā╬„▓±ė═ÖCųž╣żėąŽ▐╣½╦Šųžą═┤¼ė├▓±ė═µI╝■---ūāÖEłA▄掄╝ė╣żĪŻ╬ęć°ÖC┤▓│÷┐┌▀B─Ļ▒Ż│ųį÷ķLĄ─Ž▓╚╦æB(t©żi)ä▌Ż¼▓╗▀^"┴┐į÷ār£p"Ą─ī└▐╬ų▒ĮėĘ┤ė││÷╬ęéāĄ─╝╝ąg╦«ŲĮĪŻ┤¾┴┐║╦ą─╝╝ągĄ─║═ĻPµI┴Ń▓┐╝■Ą─ę└┘ćų▒Įėė░ĒæĄĮ╬ęć°Ą─ÖC┤▓«aśI(y©©)ĪŻę“┤╦Ż¼╬ęéāąĶę¬ÅŖ╗»ŅAŠ»╣żū„ęŌūRŻ¼─²Š█ąąśI(y©©)ųŪ╗█║═┴”┴┐Ż¼«aśI(y©©)ĪŻųŲįņŻ¼Ė³ōQįSČÓ─ŻŠ▀ĪóŖAŠ▀Ż¼▓╗ąĶę¬Įø(j©®ng)│Żųžą┬ÖC┤▓ĪŻę“┤╦Ż¼öĄ(sh©┤)┐žÖC┤▓▀mė├ė┌╦∙╝ė╣żĄ─┴Ń╝■Ė³ōQĄ─Ż¼ęÓ╝┤▀m║Žå╬╝■Ż¼ąĪ┼·┴┐«aŲĘĄ─╔·«a╝░ą┬«aŲĘĄ─Ż¼Å─Č°┐sČ╠┴╦╔·«aų▄Ų┌Ż¼╣Ø(ji©”)╩Ī┴╦┤¾┴┐╣ż╦ćčbéõĄ─┘Mė├ĪŻļŖŠW(w©Żng)ļŖē║▓©äėæ¬įō┐žųŲį┌+10%Ī½ŻŁ15%ų«ķgŻ¼Č°╬ęć°ļŖį┤▓©äė▌^┤¾Ż¼▓ŅŻ¼▀Ćļ[▓žėą╚ńĖ▀Ņl├}ø_▀@ę╗ŅÉĄ─Ż¼╝ė╔Ž╚╦×ķĄ─ę“╦žŻ©╚ń═╗╚╗└ŁķlöÓļŖĄ╚Ż®ĪŻļŖĖ▀ĘÕŲ┌ķgŻ¼└²╚ń░ū╠ņ╔Ž░Ó╗“Ž┬░ÓŪ░Ą─ę╗éĆąĪĢrū¾ėęęį╝░═Ē╔ŽŻ¼═∙═∙│¼▓Ņ▌^ČÓŻ¼╔§ų┴▀_ĄĮĪ└20%ĪŻ╩╣ÖC┤▓Č°¤oĘ©▀Mąąš²│Ż╣żū„Ż¼▓óī”ÖC┤▓ļŖį┤įņ│╔ōpē─ĪŻĒÜŠÄųŲ╝ė╣ż│╠ą“ĪŻ┴Ń╝■╝ė╣ż│╠ą“ųąŻ¼░³└©ÖC┤▓╔Ž║═╣ż╝■Ą─ŽÓī”▀\äė▄ē█EĪó╣ż╦ćģóöĄ(sh©┤)Ż©▀MĮo┴┐ų„▌S▐D╦┘Ą╚Ż®║═▌oų·▀\äėĄ╚ĪŻ╩╣Įī┘░ÕĮø(j©®ng)▀^ČÓĄ└┤╬▀B└m(x©┤)ÅØŪ·Ż©ā╚īėē║┐sūāą╬Ż¼ųąīė▓╗ūāŻ¼═Ōīė└Ł╔ņūāą╬Ż®Ż¼«a╔·ąįĄ─╦▄ąįūāą╬Ż¼ŠĒųŲ│╔╦∙ąĶꬥ─łA═▓ĪóÕF═▓╗“╦³éāĄ─ę╗▓┐ĘųĪŻįōę║ē║╩Į╚²▌üŠĒ░ÕÖC╚▒³c╩Ū░Õ▓─Č╦▓┐ąĶĮĶų·Ųõ╦³įOéõ▀MąąŅAÅØĪŻįōŠĒ░ÕÖC▀mė├ė┌ŠĒ░Õ║±Č╚į┌ 50mmęį╔ŽĄ─┤¾ą═ŠĒ░ÕÖCŻ¼ā╔Ž┬▌üŽ┬▓┐┴╦ę╗┼┼╣╠Č©═ą▌üŻ¼┐sČ╠ā╔Ž┬▌ü┐ńŠÓŻ¼Å─Č°ŠĒųŲ╣ż╝■Š½Č╚╝░ÖCŲ„š¹¾wąį─▄ĪŻ