
ÅVų▌╩ąŠ½į┤ļŖūėįO(sh©©)éõėąŽ▐╣½╦Š
GUANGZHOU JINGYUAN ELECTRICAL EQUIPMENT CO.,LTD
ĄžųĘŻ║ÅVų▌╩ąĖ▀ą┬╝╝ąg(sh©┤)«a(ch©Żn)śI(y©©)ķ_░l(f©Ī)ģ^(q©▒)┐ŲīW(xu©”)│Ūķ_į┤┤¾Ą└188╠¢BŚØ6śŪ
ļŖįÆ/TelŻ║020-82228802 é„šµ/FaxŻ║020-82227112 Ó]ŠÄ/P.C.Ż║510530
www.chenxh0203.com www.jyee.com.cn
JYDŽĄ┴ą─µūāų▒┴„ļŖūĶ║ĖĮėļŖį┤╩Ū▓╔ė├IGBT─µūā╝╝ąg(sh©┤)Īó╬óÖC(j©®)┐žųŲ╝╝ąg(sh©┤)║═¼F(xi©żn)┤·ļŖ┴”ļŖūė╝╝ąg(sh©┤)ķ_░l(f©Ī)Ą─ą┬ą═ļŖį┤ĪŻįōįO(sh©©)éõįŁ└ĒęŖłD1ĪŻė╔ė┌▓╔ė├ACŻŁDCŻŁACŻŁDCĄ─ūāōQ╝╝ąg(sh©┤)Ż¼Ģr(sh©¬)ķg┐žųŲ▀_(d©ó)ĄĮ║┴├ļ╝ēŠ½Č╚Īó┐žųŲĒææ¬(y©®ng)║═┐žųŲŠ½Č╚┤¾┤¾╠ßĖ▀Ż╗ų▒┴„▌ö│÷Ż©łD2Ż®╩╣║ĖĮė╣ż╦ćąį’@ų°Ė─╔ŲŻ╗─µūā╝╝ąg(sh©┤)▀Ć╩╣įO(sh©©)éõŠ▀ėąąĪą═Īó╣Ø(ji©”)─▄Ė▀ą¦Ą╚ę╗ŽĄ┴ąā×(y©Łu)³c(di©Żn)Ż╗╬ó┐žųŲŲ„Ż©MCUŻ®┼cļŖūė╝╝ąg(sh©┤)Ą─▓╔ė├╩╣įōįO(sh©©)éõŠ▀éõ¼F(xi©żn)┤·įO(sh©©)éõĄ─ā×(y©Łu)ąŃ╣”─▄Ż¼░³└©öĄ(sh©┤)ūų┐žųŲĪó▒O(ji©Īn)┐žĪó╣╩šŽį\öÓ┼c▒Żūo(h©┤)ĪóöĄ(sh©┤)ō■(j©┤)é„▌ö?sh©┤)╚Ż¼įO(sh©©)éõ╣”─▄²R╚½Īóņ`╗ŅĘĮ▒ŃĪó▀mæ¬(y©®ng)├µÅVĪŻįōŅÉįO(sh©©)éõ╠žäe▀m║Žė┌Ń~ĪóõXĄ╚ėą╔½Įī┘▓─┴ŽĄ─³c(di©Żn)║ĖĪó║ŽĮ▓─┴ŽĄ─³c(di©Żn)║ĖĪóŠ½├▄┴Ń╝■Ą─³c(di©Żn)║Ė║═Ė▀┘|(zh©¼)┴┐«a(ch©Żn)ŲĘĄ─³c(di©Żn)║ĖĪŻ

ė├═ŠŻ║
▀mė├ė┌Ų¹▄ćļŖūėļŖŠĆŻ¼ą┬─▄į┤“ī(q©▒)äėļŖÖC(j©®)Č©ūėŃ~Č╦ūėŲß░³ŠĆ║ĖĮėŻ¼ūāē║Ų„Īó
³SŃ~┼cūŽŃ~ĮėŠĆ┼┼║ĖĮėŻ¼ūŽŃ~┼┼┼cŃyė|³c(di©Żn)║ĖĮėŻ¼╝ė║±ą═▓╗õPõō║ĖĮėŻ¼┤¾╣”
┬╩ļŖ└|ŠĆ┼cČ╦ūėĄ╚Ė▀┘|(zh©¼)┴┐║ĖĮėĪŻ
ÖC(j©®)Ų„ąį─▄Ż║
1Īóų▒┴„▌ö│÷ĪŻ║ĖĮėļŖ┴„×ķ├}äėų▒┴„Ż©Ūę▓©╝yČ╚ąĪŻ®Ż¼¤oĮ╗┴„▀^┴Ń▓╗▀B└m(x©┤)╝ė¤ß╣ż╝■Ą─╚▒³c(di©Żn)Ż¼¤ß┴┐╝»ųąŻ¼╠ßĖ▀┴╦║ĖĮė¤ßą¦┬╩Ż¼ī”ėą╔½Įī┘▓─┴Ž║═ę╗ą®ļy║Ė▓─┴ŽĄ─║ĖĮė╠žäe▀m║ŽŻ¼║ĖĮė▀^│╠ĘĆ(w©¦n)Č©Īó║ĖĮė┘|(zh©¼)┴┐’@ų°╠ßĖ▀ĪŻ═¼Ģr(sh©¬)Ż¼ļŖśOē█├³½@Ą├čėķLĪŻ
2Īóė╔╬ó┐žųŲŲ„Ż©MCUŻ®┐žųŲŻ¼Š▀ėąļŖ┴„ĪóļŖē║Īó╣”┬╩▒O(ji©Īn)┐ž╣”─▄ĪŻ
3Īó─µūāś“▓╔ė├▄øķ_ĻP(gu©Īn)╝╝ąg(sh©┤)Ż¼£pąĪķ_ĻP(gu©Īn)ōp║─Ż¼£pąĪļŖ┤┼Ė╔ö_ĪŻ
4ĪóŠ▀ėąļŖ┴„╩¦│ŻĪó▒O(ji©Īn)┐žųĄ│¼Ž▐ĪóŠW(w©Żng)ē║│¼Ž▐Īó▀^¤ßĄ╚╣╩šŽį\öÓ┼cł¾(b©żo)Š»╣”─▄
5Īó─µūāś“ļŖ┴„╩¦│ŻūįäėĻP(gu©Īn)öÓŻ¼į÷ÅŖ(qi©óng)ŽĄĮy(t©»ng)▒Żūo(h©┤)ĪŻ
6Īó╚²Č╬╝ė¤ßįO(sh©©)Č©Ż¼Ä¦ļŖ┴„ŠÅ╔²ŠÅĮĄ╣”─▄Ż¼Ģr(sh©¬)ķgīÆĘČć·įO(sh©©)Č©Ż©0ŻŁ250ms╗“0ŻŁ1sŻ®Ż¼▀mė├Å═(f©┤)ļs║ĖĮė▀^│╠ąĶę¬ĪŻ
7Īó20ĮMģóöĄ(sh©┤)ā”┤µŻ¼ĘĮ▒ŃČÓĘN║ĖĮėŲĘĘN╩╣ė├ĪŻ
8Īó240x128 LCD’@╩ŠŻ¼═¼Ģr(sh©¬)’@╩ŠČÓĘNā╚(n©©i)╚▌ĪŻ
9Īó▌^ÅŖ(qi©óng)Ą─═Ō▓┐═©ėŹ╣”─▄Ż║║ĖĮėĮY(ji©”)╩°Īó╣╩šŽĪóėŗ(j©¼)öĄ(sh©┤)ą┼╠¢ĪóRS-232öĄ(sh©┤)ō■(j©┤)═©ėŹ┐┌Ż©▀x┼õŻ®Ż¼▒Ńė┌ūįäė║Ė╩╣ė├ĪŻ
10ĪóöĄ(sh©┤)ō■(j©┤)┤µā”▓╔ė├EEPROMŻ¼¤oļŖ│žē█├³å¢Ņ}ĪŻ
11ĪóĒææ¬(y©®ng)╦┘Č╚┐ņĪŻė╔ė┌▓╔ė├┴╦▌^Ė▀Ą──µūāŅl┬╩Ż©4kHzĪó1kHzŻ®Ż¼Š▀¾wą═╠¢ÖC(j©®)Ų„Ą──µūāŅl┬╩┐╔▓ķķå▒Ē1ĪŻ═©ļŖĢr(sh©¬)ķg┐žųŲų▄Ų┌×ķ0.25ms╗“1msŻ¼▒╚═©│ŻĮ╗┴„║ĖÖC(j©®)Ą─20ms╠ßĖ▀80╗“20▒ČŻ¼┐žųŲŠ½Č╚├„’@╠ßĖ▀ĪŻ┼cļŖ╚▌ā”─▄║ĖÖC(j©®)ŽÓ▒╚Ż¼¤oąĶ│õĘ┼ļŖŻ¼┐╔┐žąį├„’@į÷ÅŖ(qi©óng)Ż¼╠žäe▀m║Žė┌Š½├▄╝■Ą─║ĖĮė║═Ė▀┘|(zh©¼)┴┐ĪóĖ▀Š½Č╚ĪóĖ▀╦┘Č╚║ĖĮėĪŻ
╝╝ąg(sh©┤)ģóöĄ(sh©┤)Ż║
|
ą═╠¢ |
JYD-20AL/AT |
|
▌ö╚ļļŖē║(V) |
3~380V |
|
Ņ~Č©╣”┬╩(kVA) |
45 |
|
ūŅ┤¾▌ö│÷ļŖ┴„(DCA) |
20000 |
|
žō(f©┤)▌d│ų└m(x©┤)┬╩(%) |
10 |
|
─µūāŅl┬╩(kHz) |
1 |
|
║ĖĮė裣h(hu©ón)Ģr(sh©¬)Č╬ |
11 |
|
║ĖĮė├}ø_öĄ(sh©┤) |
3 |
|
ļŖ┴„ŠÅ╔²ŠÅĮĄ┐žųŲ |
ėą |
|
┤µā”║ĖĮėęÄ(gu©®)ĘČöĄ(sh©┤) |
20ĮM |
|
═Ōą╬│▀┤ń(mm)(L*B*H) |
550x235x445 440x235x355 |
|
ųž┴┐(kg) |
35/28 |
įO(sh©©)éõīŹ(sh©¬)╬’łD

ó┘║ĖĮė┘|(zh©¼)┴┐
╣żŅlĮ╗┴„║ĖÖC(j©®)Ą─š{(di©żo)╣Ø(ji©”)ų▄Ų┌▌^ķLŻ¼ī”50HzĄ─ļŖŠW(w©Żng)Ż¼║ĖĮėĢr(sh©¬)ķgš{(di©żo)╣Ø(ji©”)Ęų▒µ┬╩×ķ20msĪŻ─µūāų▒┴„³c(di©Żn)║ĖÖC(j©®)Ģr(sh©¬)ķgš{(di©żo)╣Ø(ji©”)Ęų▒µ┬╩┐╔▀_(d©ó)0.25msŻ©4kHz─µūāŅl┬╩Ż®Ż¼┐žųŲŠ½Č╚Ė▀ĪŻ─µūā║ĖÖC(j©®)Ą─Ę┤ü┐žųŲĄ─Ēææ¬(y©®ng)╦┘Č╚├„’@╝ė┐ņŻ¼▌ö│÷ĘĆ(w©¦n)Č©ąį║├ĪŻ
╣żŅlĮ╗┴„║ĖÖC(j©®)ė╔ė┌ļŖ┴„▀^┴ŃĄ─ė░ĒæŻ¼¤ßą¦┬╩Ą═Ż¼ė├Š¦ķl╣▄š{(di©żo)╣Ø(ji©”)ļŖ┴„Ż¼«ö(d©Īng)ļŖ┴„░┘Ęų▒╚Ų½ąĪĢr(sh©¬)Ż¼▀^┴ŃĢr(sh©¬)ķgķLŻ¼ė░ĒæĖ³┤¾Ż╗─µūāų▒┴„³c(di©Żn)║ĖÖC(j©®)▌ö│÷ļŖ┴„×ķ├}äėų▒┴„Ż¼į┌╗ž┬ĘļŖĖąĄ─ū„ė├Ž┬×ķ▀B└m(x©┤)ų▒┴„▌ö│÷Ż¼¤ßą¦┬╩Ė▀Ż¼║ĖĮė¤ß▌ö╚ļĘĆ(w©¦n)Č©ĪŻ
ó┌║ĖĮė╦┘Č╚
╣żŅlĮ╗┴„║ĖÖC(j©®)ė╔ė┌ļŖ┴„▀^┴ŃĄ─ė░ĒæŻ¼╝ė¤ßĢr(sh©¬)ķgŽÓī”▌^ķLĪŻ─µūāļŖūĶ³c(di©Żn)║ĖÖC(j©®)×ķų▒┴„▌ö│÷Ż¼╝ė¤ß╝»ųąŻ¼║ĖĮėĢr(sh©¬)ķg┐sČ╠ĪŻ
ó█╣Ø(ji©”)─▄ą¦╣¹
╣żŅlĮ╗┴„³c(di©Żn)║ĖÖC(j©®)╣żū„į┌50HzŻ¼ūāē║Ų„ōp║─┤¾Ż¼║ĖÖC(j©®)╣”┬╩ę“╦žĄ═Ż¼╗ž┬Ęōp║─┤¾ĪŻ─µūā║ĖÖC(j©®)ūāē║Ų„╣żū„į┌▌^Ė▀Ą─Ņl┬╩Ż©1ŻŁ4kHzŻ®Ż¼ōp║─║▄ąĪŻ¼ų▒┴„▌ö│÷Ė─╔Ų╣”┬╩ę“╦žŻ¼╣Ø(ji©”)─▄ą¦╣¹├„’@ĪŻ
ó▄įO(sh©©)éõ¾wĘe┼cųž┴┐
╣żŅlĮ╗┴„║ĖÖC(j©®)Ą─ūāē║Ų„ĶFą─▌^┤¾Ż¼═¼śė╣”┬╩Śl╝■Ž┬įO(sh©©)éõ▌^▒┐ųžĪŻ─µūāų▒┴„ļŖūĶ³c(di©Żn)║ĖÖC(j©®)ūāē║Ų„┤¾┤¾£pąĪŻ¼įO(sh©©)éõ▌^▌pŪ╔ĪŻ
1Ż®║ĖĮė┘|(zh©¼)┴┐
ļŖ╚▌┘A─▄║ĖÖC(j©®)īóļŖ╚▌ųąā”┤µĄ──▄┴┐ę╗┤╬ąįßīĘ┼Įo║ĖĮė╗ž┬ĘŻ¼▌ö│÷─▄┴┐š{(di©żo)╣Ø(ji©”)┐┐┐žųŲļŖ╚▌Ą─│õļŖ─▄┴┐═Ļ│╔Ż¼═©│Żėąš{(di©żo)╣Ø(ji©”)│õļŖļŖē║║═ļŖ╚▌╚▌┴┐ā╔ĘNĘĮĘ©Ż¼▌ö│÷ļŖ┴„×ķ├}ø_ļŖ┴„Ż¼Ģr(sh©¬)ķg▓╗─▄═©▀^ļŖūė┐žųŲüĒš{(di©żo)╣Ø(ji©”)ĪŻ─µūāų▒┴„║ĖÖC(j©®)×ķ▌^ŲĮĘĆ(w©¦n)Ą─ų▒┴„Ż¼ļŖ┴„═©▀^─µūā├}īÆš{(di©żo)╣Ø(ji©”)Ż¼Ģr(sh©¬)ķg═©▀^─µūāų▄Ų┌öĄ(sh©┤)š{(di©żo)╣Ø(ji©”)Ż¼║ĖĮė─▄┴┐┐╔ė╔ļŖ┴„║═Ģr(sh©¬)ķgŠ½┤_┐žųŲĪŻ
2Ż®║ĖĮė╦┘Č╚
ļŖ╚▌┘A─▄║ĖÖC(j©®)ąĶę¬║Ž└ĒĄ─ļŖ╚▌│õļŖ▀^│╠Ż©Ę±ätļŖ╚▌╚▌ęūōpē─Ż®Ż¼ĮĄĄ═┴╦╔·«a(ch©Żn)╦┘Č╚ĪŻ─µūāļŖūĶ³c(di©Żn)║ĖÖC(j©®)ø]ėą▀@ę╗▀^│╠Ż¼║ĖĮė╦┘Č╚Ė▀ĪŻ
3Ż®╣Ø(ji©”)─▄ą¦╣¹
ļŖ╚▌┘A─▄║ĖÖC(j©®)Ą─ūāē║Ų„īŹ(sh©¬)ļH╣żū„į┌Ė³Ą═Ą─Ņl┬╩Ż¼×ķĘ└ų╣’¢║═Ż¼ūāē║Ų„ĶFą─Ė³┤¾Ż¼ōp║─╝ė┤¾Ż╗ļŖ╚▌│õļŖ╗ž┬Ęę▓į÷╝ėōp║─ĪŻ─µūā║ĖÖC(j©®)ūāē║Ų„╣żū„į┌▌^Ė▀Ą─Ņl┬╩Ż©1-4kHzŻ®Ż¼ōp║─║▄ąĪŻ¼ų▒┴„▌ö│÷Ė─╔Ų╣”┬╩ę“╦žŻ¼╣Ø(ji©”)─▄ą¦╣¹├„’@ĪŻ
4Ż®įO(sh©©)éõ¾wĘe┼cųž┴┐
ļŖ╚▌┘A─▄║ĖÖC(j©®)Ą─ūāē║Ų„ĶFą─┤¾Ż¼ā”─▄ļŖ╚▌ę▓š╝ō■(j©┤)ŽÓ«ö(d©Īng)?sh©┤)─┐šķgŻ¼įO(sh©©)éõ▒┐ųžĪŻ─µūāų▒┴„ļŖūĶ³c(di©Żn)║ĖÖC(j©®)ūāē║Ų„ąĪĪóø]ėą²ŗ┤¾Ą─ļŖ╚▌Ų„ĮMŻ¼įO(sh©©)éõ▌^▌pŪ╔ĪŻ
║ĖĮėĢr(sh©¬)┴„Įø(j©®ng)║ĖĮė╗ž┬ĘĄ─ļŖ┴„ĘQ║ĖĮėļŖ┴„ĪŻ║ĖĮėļŖ┴„╩ŪūŅųžę¬Ą─³c(di©Żn)║ĖģóöĄ(sh©┤)Ż¼š{(di©żo)╣Ø(ji©”)║ĖĮėļŖ┴„ī”ĮėŅ^ąį─▄Ą─ė░ĒæęŖłD25ĪŻ
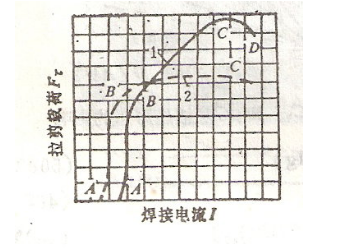
ABČ╬ Ū·ŠĆĄ─ČĖŪ═Č╬ĪŻė╔ė┌║ĖĮėļŖ┴„ąĪŻ¼╩╣¤ßį┤ÅŖ(qi©óng)Č╚▓╗ūŃČ°▓╗─▄ą╬│╔╚█║╦╗“╚█║╦│▀┤ń╔§ąĪŻ¼ę“┤╦║Ė³c(di©Żn)└Ł╝¶▌d║╔▌^Ą═Ūę║▄▓╗ĘĆ(w©¦n)Č©ĪŻ
BCČ╬ Ū·ŠĆŲĮĘĆ(w©¦n)╔Ž╔²ĪŻļSų°║ĖĮėļŖ┴„Ą─į÷╝ėŻ¼ā╚(n©©i)▓┐¤ßį┤░l(f©Ī)¤ß┴┐╝▒äĪį÷┤¾Ż¼╚█║╦│▀┤ńĘĆ(w©¦n)Č©į÷┤¾Ż¼ę“Č°║Ė³c(di©Żn)└Ł╝¶▌d║╔▓╗öÓ╠ßĖ▀Ż©ę╗░ŃŪķørŽ┬Ż¼║Ė³c(di©Żn)└Ł╝¶▌d║╔š²▒╚ė┌╚█║╦ų▒ÅĮŻ®ĪŻ┼RĮ³C³c(di©Żn)ģ^(q©▒)ė“Ż¼ė╔ė┌░Õķg┬NļxŽ▐ųŲ┴╦╚█║╦ų▒ÅĮĄ─öU(ku©░)┤¾║═£žČ╚ł÷▀M(j©¼n)╚ļ£╩(zh©│n)ĘĆ(w©¦n)æB(t©żi)Ż¼ę“Č°║Ė³c(di©Żn)└Ł╝¶▌d║╔ūā╗»▓╗┤¾ĪŻ
C³c(di©Żn)ęį║¾ ė╔ė┌ļŖ┴„▀^┤¾Ż¼╩╣╝ė¤ß▀^ė┌ÅŖ(qi©óng)┴ęŻ¼ę²ŲĮī┘▀^¤ßĪóćŖ×RĪóē║║█▀^╔ŅĄ╚╚▒Ž▌Ż¼ĮėŅ^ąį─▄Ę┤Č°Ž┬ĮĄĪŻ
łD25▀Ć▒Ē├„Ż¼║Ė╝■ė·║±BCČ╬ė·ČĖŪ═Ż¼╝┤║ĖĮėļŖ┴„IĄ─ūā╗»ī”║Ė³c(di©Żn)└Ł╝¶▌d║╔Ą─ė░Ēæė·├¶ĖąĪŻ
ļŖūĶ║ĖĢr(sh©¬)Ą─├┐ę╗éĆ(g©©)║ĖĮė裣h(hu©ón)ųąŻ¼ūį║ĖĮėļŖ┴„Įė═©ĄĮ═Żų╣Ą─│ų└m(x©┤)Ģr(sh©¬)ķgŻ¼ĘQ║ĖĮėĮė═©Ģr(sh©¬)ķgŻ¼║åĘQ║ĖĮėĢr(sh©¬)ķgĪŻ
║ĖĮėĢr(sh©¬)ķgī”ĮėŅ^ąį─▄Ą─ė░Ēæ┼c║ĖĮėļŖ┴„ŽÓŅÉ╦ŲŻ¼╚ńłD26ĪŻĄ½æ¬(y©®ng)ūóęŌā╔³c(di©Żn)Ż║ó┘C³c(di©Żn)ęį║¾Ū·ŠĆ▓ó▓╗┴ó╝┤Ž┬ĮĄŻ¼▀@╩Ūę“?y©żn)ķ▒M╣▄╚█║╦│▀┤ńęč▀_(d©ó)’¢║═Ż¼Ą½╦▄ąįŁh(hu©ón)▀Ć┐╔ėąę╗Č©öU(ku©░)┤¾Ż¼į┘╝ėų«¤ßį┤╝ė¤ß╦┘┬╩▌^║═ŠÅŻ¼ę“Č°ę╗░Ń▓╗Ģ■«a(ch©Żn)╔·ćŖ×RŻ╗ó┌║ĖĮėĢr(sh©¬)ķgī”┤·▒ĒĮėŅ^╦▄ąįųĖś╦(bi©Īo)Ą─čėąį▒╚ė░Ēæ▌^┤¾Ż¼ę“┤╦Ż¼ī”ė┌│ą╩▄äė▌d╗“ėą┤ÓąįāAŽ“Ą─Įī┘▓─┴ŽŻ©┐╔┤Ńė▓õōĪóŃf║ŽĮĄ╚Ż®³c(di©Żn)║ĖĮėŅ^Ż¼▀Ćæ¬(y©®ng)┐╝æ]║ĖĮėĢr(sh©¬)ķgī”└Ł╔ņ▌d║╔Ą─ė░ĒæĪŻ

ļŖśOē║┴”ę▓╩Ū³c(di©Żn)║ĖĄ─ųžę¬ģóöĄ(sh©┤)ų«ę╗ĪŻļŖśOē║┴”▀^┤¾╗“▀^ąĪČ╝Ģ■╩╣║Ė³c(di©Żn)│ą▌d─▄┴”ĮĄĄ═║═Ęų╔óąįūā┤¾Ż¼ė╚Ųõī”└Ł╔ņ▌d║╔ė░ĒæĖ³╔§ĪŻ«ö(d©Īng)ļŖśOē║┴”▀^ąĪĢr(sh©¬)Ż¼ė╔ė┌║ĖĮėģ^(q©▒)Įī┘Ą─╦▄ąįūāą╬ĘČć·╝░ūāą╬│╠Č╚▓╗ūŃŻ¼įņ│╔ę“ļŖ┴„├▄Č╚▀^┤¾Č°ę²Ų╝ė¤ß╦┘Č╚┤¾ė┌╦▄ąįŁh(hu©ón)öU(ku©░)š╣╦┘Č╚Ż¼Å─Č°«a(ch©Żn)╔·ć└(y©ón)ųžćŖ×RĪŻ▀@▓╗āH╩╣╚█║╦ą╬ĀŅ║═│▀┤ń░l(f©Ī)╔·ūā╗»Ż¼Č°Ūę╬█╚ŠŁh(hu©ón)Š│║═▓╗░▓╚½Ż¼▀@╩ŪĮ^ī”▓╗į╩įSĄ─ĪŻļŖśOē║┴”┤¾īó╩╣║ĖĮėģ^(q©▒)Įėė|├µĘeį÷┤¾Ż¼┐éļŖūĶ║═ļŖ┴„├▄Č╚Š∙£pąĪŻ¼║ĖĮėģ^(q©▒)╔ó¤ßį÷╝ėŻ¼ę“┤╦╚█║╦│▀┤ńŽ┬ĮĄŻ¼ć└(y©ón)ųžĢr(sh©¬)Ģ■│÷¼F(xi©żn)╬┤║Ė═Ė╚▒Ž▌ĪŻ
ę╗░ŃšJ(r©©n)×ķŻ¼į┌į÷┤¾ļŖśOē║┴”Ą─═¼Ģr(sh©¬)Ż¼▀m«ö(d©Īng)╝ė┤¾║ĖĮėļŖ┴„╗“║ĖĮėĢr(sh©¬)ķgŻ¼ęįŠS│ų║ĖĮėģ^(q©▒)╝ė¤ß│╠Č╚▓╗ūāĪŻ═¼Ģr(sh©¬)Ż¼ė╔ė┌ē║┴”į÷┤¾Ż¼┐╔Ž¹│²║Ė╝■čb┼õķgŽČĪóäéąį▓╗Š∙ä“Ą╚ę“╦žę²ŲĄ─║ĖĮėģ^(q©▒)╦∙╩▄ē║┴”▓©äėī”║Ė³c(di©Żn)ÅŖ(qi©óng)Č╚Ą─▓╗┴╝ė░ĒæĪŻ┤╦Ģr(sh©¬)▓╗āH╩╣║Ė³c(di©Żn)ÅŖ(qi©óng)Č╚ŠS│ų▓╗ūāŻ¼ĘĆ(w©¦n)Č©ąįęÓ┐╔┤¾×ķ╠ßĖ▀ĪŻ
ļŖśOē║┴”▀xō±Ģr(sh©¬)▀Ćæ¬(y©®ng)┐╝æ]ęįŽ┬ę“╦žŻ║ó┘Ė▀£žÅŖ(qi©óng)Č╚ė·┤¾Ą─Įī┘Ż¼ļŖśOē║┴”æ¬(y©®ng)ŽÓæ¬(y©®ng)į÷┤¾Ż╗ó┌║ĖĮėęÄ(gu©®)ĘČė·ė▓Ż¼ätļŖśOē║┴”æ¬(y©®ng)ŽÓæ¬(y©®ng)į÷┤¾Ż╗×ķ£p╔┘▓╔ė├▌^ąĪļŖśOē║┴”╦∙ĦüĒ║ĖĮėģ^(q©▒)Ą─╝ė¤ß▓╗ūŃŻ¼┐╔▓╔ė├±R░░ą═ē║┴”ūā╗»Ū·ŠĆĪŻ
ļŖśOŅ^╩ŪųĖ³c(di©Żn)║ĖĢr(sh©¬)┼c║Ė╝■▒Ē├µŽÓĮėė|Ą─ļŖśOČ╦Ņ^▓┐ĘųĪŻļŖśOŅ^Č╦├µ│▀┤ńį÷┤¾Ģr(sh©¬)Ż¼ė╔ė┌Įėė|├µĘeį÷┤¾Īó╔ó¤ßą¦╣¹į÷ÅŖ(qi©óng)Ż¼Š∙╩╣║ĖĮėģ^(q©▒)╝ė¤ß│╠Č╚£p╚§Ż¼ę“Č°╚█║╦│▀┤ń£pąĪŻ¼╩╣║Ė³c(di©Żn)│ą▌d─▄┴”ĮĄĄ═ĪŻ
ļŖśO▓─┴Ž╩ŪøQČ©ļŖśOē█├³║═║ĖĮė┘|(zh©¼)┴┐Ą─ųžę¬ę“╦žų«ę╗ĪŻļŖūĶ║Ėī”ļŖśO▓─┴ŽėąęįŽ┬ę¬Ū¾Ż║ėąūŃē“Ą─Ė▀£žė▓Č╚┼cÅŖ(qi©óng)Č╚Īóį┘ĮY(ji©”)Š¦£žČ╚Ė▀Ż╗ėąĖ▀Ą─┐╣č§╗»─▄┴”▓ó┼c║Ė╝■▓─┴Žą╬│╔║ŽĮĄ─āAŽ“ąĪŻ╗į┌│Ż£ž║═Ė▀£žČ╝ėą║Ž▀mĄ─ī¦(d©Żo)ļŖĪóī¦(d©Żo)¤ßąįŻ╗Š▀ėą┴╝║├Ą─╝ė╣żąį─▄Ą╚ĪŻ

łD27 žō(f©┤)▌d│ų└m(x©┤)Ū·ŠĆ
ÅVų▌╩ąŠ½į┤ļŖūėįO(sh©©)éõėąŽ▐╣½╦Š╩ŪīŻśI(y©©)Å─╩┬Ė▀Š½├▄³c(di©Żn)║ĖÖC(j©®),├}ø_¤ßē║ÖC(j©®),Ė▀Ņl³c(di©Żn)║ĖÖC(j©®),┼÷║ĖÖC(j©®),─µūā³c(di©Żn)║ĖļŖį┤,├}ø_¤ßē║║ĖÖC(j©®),Hot barÖC(j©®),┐p║ĖļŖį┤,╬óļŖ╗Ī³c(di©Żn)║ĖļŖį┤Ą╚čą░l(f©Ī)Īó╔·«a(ch©Żn)║═õN╩█Ą─Ė▀ą┬╝╝ąg(sh©┤)Ų¾śI(y©©)ĪŻ
┐╔×ķ─·┴┐╔ĒČ©ū÷╚½ĘĮ╬╗Ą─Š½├▄║ĖĮėĮŌøQĘĮ░ĖŻĪ
┬ō(li©ón)ŽĄ╚╦Ż║ųRŽµ╚A
╩ųÖC(j©®)Ż║18664716647
╬óą┼Ż║chenxh0203
ļŖįÆŻ║(8620)-82228802
é„šµŻ║(8620)-82227112
Ó]ŽõŻ║chenxh0203@vip.qq.com
«a(ch©Żn)ŲĘų„ĒōŻ║http://gzjydzsb.1688.com
╣┘ĘĮų„ĒōŻ║http://www.chenxh0203.com
Š½į┤ų„ĒōŻ║http://www.jyee.com.cn
«a(ch©Żn)ŲĘš╣╩ŠŻ║https://shop1433303729812.1688.com
Įø(j©®ng)ĀIĄžųĘŻ║ÅVų▌╩ąĖ▀ą┬╝╝ąg(sh©┤)«a(ch©Żn)śI(y©©)ķ_░l(f©Ī)ģ^(q©▒)┐ŲīW(xu©”)│Ūķ_į┤┤¾Ą└188╠¢BŚØ6śŪ