
ę╗ĪóŠ½├▄ļŖūĶ³c║Ė
╬ę╣½╦ŠÅVų▌╩ąŠ½į┤ļŖūėįOéõėąŽ▐╣½╦Š╩ŪīŻśIčą░l╔·«a║═õN╩█ļŖūĶ³c║ĖÖCŻ¼į┌╣żū„▀^│╠ųąę╗ą®╗∙▒ŠĄ─ļŖūĶ║Ėų¬ūR╩ŪąĶꬊ▀éõĄ─Ż¼╦∙ęįį┌▀@š¹└Ē┴╦ę╗ą®ļŖūĶ║Ė║ĖĮė╗∙ĄAų¬ūR╣®┤¾╝ęģó┐╝ĪŻį┌╩╣ė├Įī┘▓─┴ŽųŲū„┴Ń╝■Ą─ł÷║ŽŻ¼ėąįSČÓĢr║“Č╝ąĶę¬īó▓─┴ŽŪąöÓ│╔ęÄČ©Ą─│▀┤ńŻ¼į┘īóŲõ▀BĮėŲüĒĪŻ
▀BĮė▓─┴ŽĄ─ĘĮĘ©ėą└¹ė├ŃTßö▀MąąÖCąĄ▀BĮė║═└¹ė├║ĖĮė▀Mąąę▒Į▀BĮėęį╝░└¹ė├│¼┬Ģ▓©▀Mąą╬’└Ē▀BĮėĪŻļŖūĶ³c║Ė╩Ū└¹ė├ę▒ĮĄ─ĘĮĘ©īóĮī┘▓─┴ŽĖ▀ą¦┬╩ĄžĮøØ·Ąž▀BĮėŲüĒĄ─ę╗ĘNĘĮĘ©ĪŻę“┤╦į┌«aśIĮń▒╗ÅVĘ║Ąž╩╣ė├ĪŻ╬ęéāīóŠ½├▄ąĪą═╣ż╝■Ą─ļŖūĶ║ĖĮėĘQų«×ķŠ½├▄ļŖūĶ³c║ĖĪŻ
ÅVų▌Š½į┤ļŖūėįOéõėąŽ▐╣½╦Šį┤į┤▓╗öÓĄžķ_░l│÷Ė„ĘN│¼ąĪą═Īó┐╔Ė▀├▄Č╚░▓čb╗»Ą─ą┬ą═Š½├▄ļŖūĶ³c║ĖÖCŻ¼╚Ī┤·┴╦ęį═∙Ą─Õa║ĖĪóŃTĮėĄ╚Įī┘▀BĮė╣ż╦ćĪŻ
Š½├▄ļŖūĶ³c║ĖÖC╩ŪūŅ▀m║Žė├ė┌ąĪą═Ą─Īóąį─▄ę¬Ū¾Ė▀Ą─ļŖūė▓┐ŲĘŻ¼ęį╝░Š½├▄ÖCąĄ╣żśIųąĄ─ąĪą═▓┐ŲĘĄ─ĮMčbĪŻ
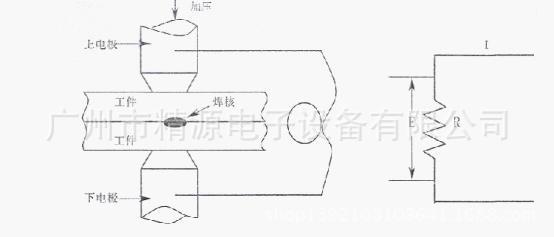
ļŖūĶ║ĖĮėĄ─įŁ└ĒŻ║└¹ė├Į╣Č·¤ß▀Mąą║ĖĮė
Q=0.24I2Rt=0.24IEt(cal)ĪŁó┘
╣½╩Įó┘╚ńŽ┬łD╦∙╩ŠŻ¼╣ż╝■į┌╔ŽŽ┬ļŖśOķg▒╗╝ėē║Ż¼═©ļŖŻ¼▀MąąļŖūĶ║ĖĮėĪŻ
║ĖĮė▓┐Ą─ļŖūĶ×ķRŻ©”ĖŻ®Ż¼║ĖĮėļŖ┴„×ķI(A)Ż¼═©ļŖĢrķg×ķt(secŻ®ĢrŻ¼Ė∙ō■╣½╩Įó┘║ĖĮė▓┐░l¤ßĪŻę“┤╦║ĖĮė▓┐Ą─£žČ╚╔Ž╔²Ż¼«a╔·╚█╚┌ĪŻ
łD1
Č■ĪóļŖūĶ³c║ĖĄ─5┤¾ę¬╦ž
1ĪóļŖ┴„
2ĪóĢrķg
3Īó╝ėē║┴”
4ĪóļŖ┴„├▄Č╚Ż©ļŖśOŽ╚Č╦ų▒ÅĮŻ®
5ĪóļŖśO▓─┴Ž
╔Ž╩÷ę¬╦ž┼c░l¤ß┴┐Q╝░░l¤ß╬╗ų├ėąĻPŽĄŻ¼ę▓Š═╩Ūšf³c║ĖĢrė░Ēæ║ĖĮėą¦╣¹Ą─ę“╦žėąŻ║ļŖ┴„IĪó═©ļŖĢrķgtĪóĮėė|ļŖūĶRĪóļŖ┴„├▄Č╚Ż©ļŖśOŽ╚Č╦Ż®║═ļŖśO▓─┴ŽĪŻĮėė|ļŖūĶRļSų°╝ėē║┴”Ą─į÷┤¾Č°ĮĄĄ═ĪŻęį╔Žę¬╦ž▒╗ĘQ×ķļŖūĶ³c║ĖĄ─╬Õ┤¾ę¬╦žĪŻ
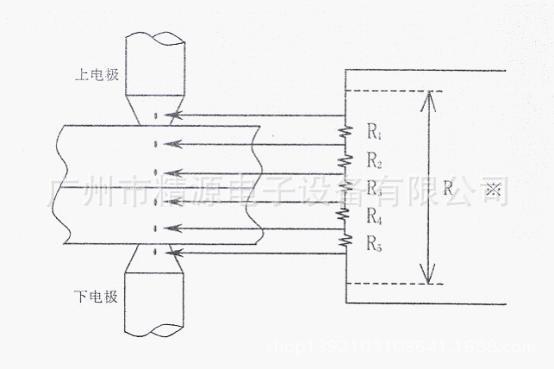
Įėė|ļŖūĶ
╣ż╝■▒Ē├µ╔·│╔Ą─č§╗»▒Īīėę²ŲĄ─ļŖūĶŻ©▒ĒŲżļŖūĶŻ®║═ė╔ė┌ļŖ┴„Ą─┴„═©Įž├µę²ŲĄ─ļŖūĶŻ©╝»ųąļŖūĶ)ĪŻ
łD2
╔ŽłDųąŻ¼R2,R4ĪŁĪŁ▓─┴Žūį╔ĒĄ─ļŖūĶŻ╗R3ĪŁĪŁ╔ŽŽ┬╣ż╝■ų«ķgĄ─ļŖūĶŻ╗R1,R5Ż¼ĪŁĪŁļŖśO┼c╣ż╝■ų«ķgĄ─ļŖūĶĪŻĮėė|ļŖūĶ╩ŪųĖR1ĪóR3ĪóR5ĪŻ
╚²ĪóļŖśOĄ─ū„ė├
1Ż«ī¦═©┤¾ļŖ┴„ĪŻ
2Ż«╩®╝ėē║┴”ĪŻ
3Ż«╠ßĖ▀║ĖĮė³cĄ─└õģsą¦╣¹ĪŻ
4Ż«ĘĆČ©ļŖ┴„├▄Č╚ĪŻ
ļŖśOŠ▀ėąęį╔ŽĄ─ū„ė├Ż¼▀@└’ĮŌßīę╗Ž┬┼cŲĘ┘|╣▄└ĒėąĻPĄ─ļŖ┴„├▄Č╚ĪŻ
ļŖ┴„├▄Č╚╩ŪųĖå╬╬╗ÖMĮž├µųąĄ─ļŖ┴„ųĄĪŻ╚ń╣¹īóļŖ┴„├▄Č╚ę╗ų▒▒Ż│ųĘĆČ©Ż¼Š═─▄Ę└ų╣║ĖĮė▓╗┴╝ĪŻė╔ė┌ę¬ī¦═©┤¾ļŖ┴„Ż©ļŖśOū„ė├1)Ż¼ļŖśOĒöČ╦Ģ■░l¤ßŻ╗ėųė╔ė┌ę¬╝ėē║Ģ■╩╣ļŖśOĒöČ╦ūāīÆŻ¼ļŖ┴„├▄Č╚ūāąĪŻ¼ę“┤╦Ż¼ļSų°║ĖĮė┤╬öĄĄ─į÷ČÓŻ¼║Ė║╦Ģ■ūāąĪŻ©║ĖĮė▓╗┴╝Ż®ę“┤╦į┌║ĖĮėŲĘ┘|╣▄└ĒųąļŖśOĄ─╣▄└ĒŻ©▀Mąąę╗Č©┤╬öĄĄ─║ĖĮė║¾Ė³ōQ╗“ą▐─źļŖśOŻ®Š═ūāĄ├ĘŪ│ŻĄ─ųžę¬ĪŻ
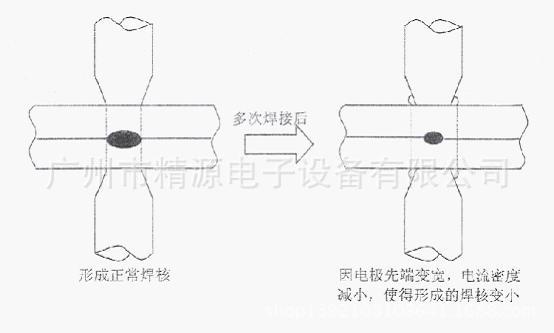
łD3
╦─ĪóļŖūĶ³c║ĖįŁ└ĒÜw╝{
1Ż«ļŖūĶ³c║ĖĘĮĘ©╩Ūę╗ĘN└¹ė├╣ż╝■ūį╔ĒĄ─ļŖūĶĪó╩®╝ėį┌╣ż╝■╔ŽĄ─╝ėē║┴”║═ī¦═©Ą─┤¾ļŖ┴„Ż¼į┌╣ż╝■Įėė|▓┐«a╔·Į╣Č·¤ßŻ¼▀Mąą╚█╚┌Ą─Įī┘▀BĮėĘĮĘ©ĪŻ
2Ż«øQČ©║ĖĮėŲĘ┘|Ą─╬Õ┤¾ę¬╦žŻ║
[1].ļŖ┴„ųĄ
[2].═©ļŖĢrķg
[3].╝ėē║┴”
[4].ļŖ┴„├▄Č╚
[5].ļŖśO▓─┴Ž
╬ÕĪó║ĖĮėęÄĘČĄ─▀x│÷
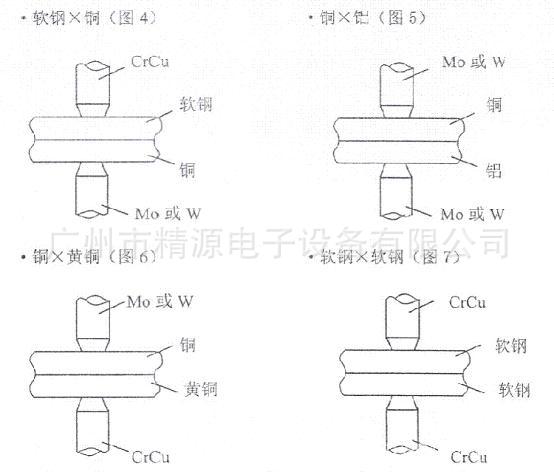
5-1ĪóļŖśO▓─┴ŽĄ─▀xČ©
ĪČ▀xČ©įŁätĪĘ:
ó┘╣╠ėąļŖūĶ┤¾Ą─╣ż╝■->▀xė├╣╠ėąļŖūĶąĪĄ─▓─┴Žū„ļŖśO
ó┌╣╠ėąļŖūĶąĪĄ─╣ż╝■->▀xė├╣╠ėąļŖūĶ┤¾Ą─▓─┴Žū„ļŖśO
└²:
╣ż╝■▓─┴Ž ▀xė├ļŖśO▓─┴Ž
▄øõō ŃtŃ~║ŽĮŻ©Cr-Cu)
Ń~ µuĪóŃfŻ©WĪóMoŻ®╗“µuŃ~║ŽĮĪóŃfŃ~║ŽĮ
³SŃ~ ŃtŃ~║ŽĮŻ©Cr-Cu)
▓╗õPõō ŃtŃ~║ŽĮŻ©Cr-Cu)
Ńy µuŃ~║ŽĮŻ©Wę╗Cu)
õX µuĪóŃfŻ©WĪóMo)
µć │¼┘|õXŃ~ĪóŃtŃ~║ŽĮ
5-2Īó║ĖĮėļŖ┴„Ż¼ĢrķgŻ¼╝ėē║┴”Ą─▀xČ©
ļŖ┴„ęÄĘČ
AęÄĘČę╗Č╠Ģrķg┤¾ļŖ┴„Ż©ūŅ╝čęÄĘČŻ®
BęÄĘČę╗ųąĢrķgųąļŖ┴„Ż©ųąĄ╚ęÄĘČŻ®
CęÄĘČę╗ķLĢrķgąĪļŖ┴„Ż©Ųš═©ęÄĘČŻ®
║ĖĮėļŖ┴„┐╔ęį╚ńŽ┬ĘĮĘ©▒╚▌^║åå╬ĄžŪ¾Ą├ĪŻūŅ│§įOČ©▌^Ą═Ą─║ĖĮėļŖ┴„Ż¼╚ń╣¹ųØuį÷┤¾║ĖĮėļŖ┴„Ż¼Ģ■░l╔·’w×RĪŻ▒╚░l╔·’w×RĢrĄ─ļŖ┴„ųĄ╔įĄ═Ą─ļŖ┴„ųĄŠ═╩Ū▀m«öĄ─ļŖ┴„ĪŻļŖ┴„ųĄĖ∙ō■║ĖĮėÖC╝ėē║ŽĄĮyĄ─ūĘļSąįĄ─▓╗═¼Č°▓╗═¼ĪŻ║ĖĮėÖCĄ─ūĘļSąįė·║├Ż¼ė·╚▌ęū╩®╝ė▌^ąĪĄ─╝ėē║┴”║═┤¾Ą─ī¦═©ļŖ┴„Ż¼╝┤½@Ą├ūŅ╝čĄ─║ĖĮėą¦╣¹ĪŻ
5-3Īó║ĖĮėĢrķgĄ─▀xČ©
║ĖĮė▓┐╬╗«a╔·Ą─¤ß┴┐ļSų°═©ļŖĢrķgČ°į÷┤¾Ż¼Ą½╩ŪŻ¼ļŖśO╝░║ĖĮė▓┐╬╗Ą─╔ó¤ß┴┐ę▓ļSų°═©ļŖĢrķgČ°į÷┤¾Ż¼ę“┤╦║ĖĮė▓┐╬╗Ą─£žČ╚į┌ę╗Č©Ģrķgęį║¾┌ģė┌’¢║═ĪŻČ°£žČ╚’¢║═ęį║¾╝┤╩╣čėķL═©ļŖĢrķgŻ¼║Ė║╦ę▓▓╗Ģ■į┘į÷┤¾Ż¼Č°Ūę▒Ē├µē║║█║═¤ßūāą╬ę▓Ģ■į÷┤¾Ż¼ī”▓─┴Ž«a╔·▓╗┴╝Ą─ę▒Įą¦╣¹ĪŻ┴Ē═ŌŻ¼Å─ū„śI╣żĢrĪóļŖ┴”Ž¹║─Ą─ė^³c┐╝æ]Ż¼ķLĢrķg║ĖĮėę▓▓╗└¹ĪŻ
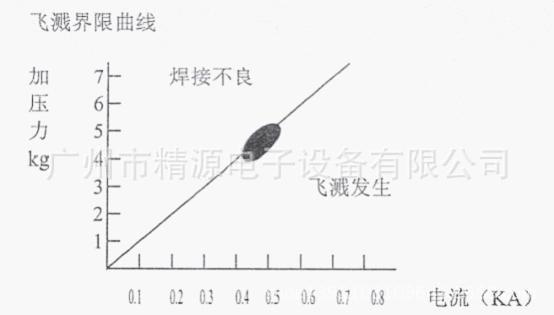
łD8
łD8ųąūŅ▀m║ŽĄ─ęÄĘČ×ķ╝ėē║┴” 5kg Ż¼ļŖ┴„ 500A Ą─ģ^ė“ĪŻė¹į÷╝ė║ĖĮėÅŖČ╚Ż¼▓╗āHę¬į÷┤¾ļŖ┴„═¼Ģr▀Ćę¬į÷┤¾╝ėē║┴”ĪŻ┤╦ĢrŻ¼īóļŖ┴„Īó╝ėē║┴”ė╔Ą═┬²┬²╔Ž╔²Ż¼▀xō±ūŅ╝čęÄĘČĪŻ
ÜgėŁėą╣ż╝■ąĶę¬║ĖĮė╗“ė÷ĄĮ║ĖĮė╣ż╦ćĘĮ├µĄ─å¢Ņ}Žļę╗Ų£Ž═©╠ĮėæĄ─┼¾ėčüĒ╬ę╣½╦Šū÷┐═Ż¼╬ęéāīóĮ▀š\×ķ─·Ę■䚯¼╬ę╩ŪŠWųĘŻ║http://www.chenxh0203.com