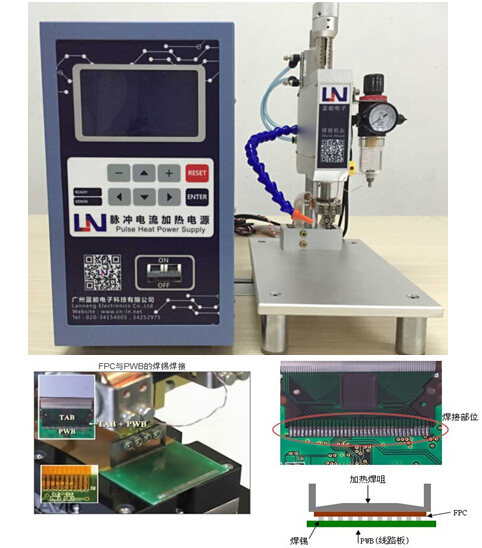
FPC▄ø░Õ┼cė▓ŠĆ┬Ę░Õ║ĖĮėĢrį§śė▒▄├Ō▀BÕaČ╠┬ĘĪ¬Ī¬ÅVų▌╦{─▄ļŖūė┐Ų╝╝
į┌├}ø_ļŖ┴„╝ė¤ß║ĖĮėĢr(hotbar ├}ø_¤ßē║ÖC)Ż¼Įø(j©®ng)│ŻĢ■ė÷ĄĮ║ĖĮėČ╠┬Ę▀BÕaĄ─å¢Ņ}ĪŻ
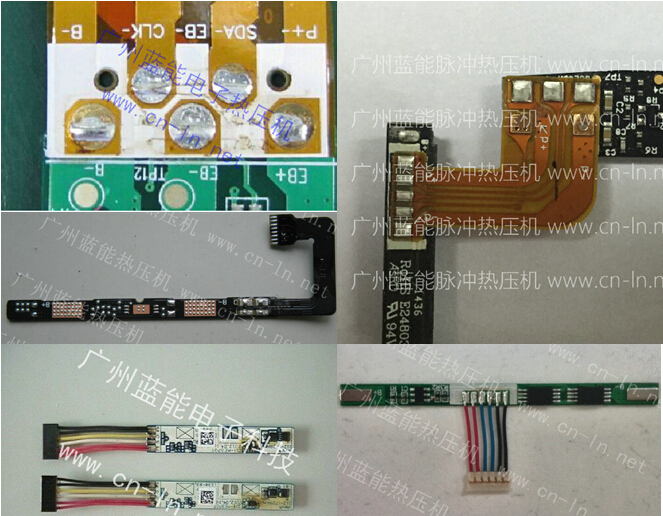
Ž╚┐┤Ž┬├µ▀@éĆHoBarįO(sh©©)ėŗĄ─īŹļH░Ė└²║├┴╦Ż¼▀@╩Ūę╗Ų¼å╬├µĄ─FPCŻ¼0.9mmPIN─_Ż©Į╩ųųĖŻ®īÆČ╚╝░0.9mmķgŽČĄ─HotBar PIN─_Ż©Į╩ųųĖŻ®įO(sh©©)ėŗŻ¼PIN─_Ż©Į╩ųųĖŻ®ĄĮPIN─_Ż©Į╩ųųĖŻ®ų«ķgĄ─ķgŽČ×ķ1.8mmŻ¼PIN─_Ż©Į╩ųųĖŻ®ķLČ╚ėą5.0mmĪŻ╗∙▒Š╔Ž│▀┤ńęčĮø(j©®ng)ē“┤¾┴╦Ż¼╣żÅSĄ─│įÕaę▓æ¬(y©®ng)įō▓╗╩Ū╩▓├┤╠½┤¾Ą─å¢Ņ}Ż¼┐╔╩ŪŲ½Ų½ū÷│÷üĒĄ─▓╗┴╝┬╩Š═Ė▀▀_0.5Ī½1.0%Ż¼Č°ŪęĮ^┤¾▓┐ĘųĄ─▓╗┴╝Č╝╩ŪČ╠┬ĘĪŻ

Š═╚ń═¼Ž┬├µ▀@ÅłłD╦∙’@╩ŠĄ─Ż¼╣żÅSīŹļH▀MąąHotBar║ĖĮėĄ─Ģr║“Ż¼Įø(j©®ng)│ŻĢ■│÷¼F(xi©żn)▀@ŅÉPIN─_Ż©Į╩ųųĖŻ®ų«ķgČ╠┬ĘĄ─å¢Ņ}Ż¼Ž┬├µĄ─łD╩Š×ķ▒╚▌^ć└(y©ón)ųžĄ─░Ė└²Ż¼┤¾▓┐ĘųČ╝ų╗ėą▓┐Ę▌ęńÕaŻ¼Ą½▀@ī”┘|(zh©¼)┴┐ą┼┘ćČ┼ęčĮø(j©®ng)«a(ch©Żn)╔·┴╦╝░┤¾Ą─×ķ║”Ż¼╝╚╩╣¼F(xi©żn)į┌£yįćø]ėą│÷¼F(xi©żn)å¢Ņ}Ż¼ļy▒Żį┌Ė▀£žĖÓرĄ─Łh(hu©ón)Š│Ž┬▓╗Ģ■│÷¼F(xi©żn)ļŖūė▀węŲ(Electromigration)Ą─¼F(xi©żn)Ž¾ĪŻ
Š┐ŲõHotBaręńÕaĄ─įŁę“ų«Ū░Ż¼╬ęŽļšł┐┤╣┘éāŽ╚Žļę╗Ž┬Ż¼×ķ║╬HotBar╚▌ęū│÷¼F(xi©żn)ęńÕaČ╠┬ĘĄ─å¢Ņ}Ż┐ėųįō╚ń║╬▒▄├ŌŻ┐
×ķ║╬HotBar╚▌ęū│÷¼F(xi©żn)ęńÕaįņ│╔Č╠┬ĘŻ┐
ę“×ķHotBarĄ─¤ßē║Ņ^(thermode)Ž┬ē║ĢrŻ¼×ķ┴╦▀_ĄĮ║ĖĮėFPCė┌PCBĄ──┐Ą─Ż¼ąĶę¬╝ė¤ß▓ó╩®ęįę╗Č©Ą─ē║┴”ė┌╩┬Ž╚ėĪ║├ÕaĖÓ▓óīó▀^╗ž┴„║Ė(reflow)║¾Ą─PIN─_Ż©Į╩ųųĖŻ®Ż¼«ö(d©Īng)thermode╝ė¤ßĢrĢ■ųžą┬╚█╚┌ęčĮø(j©®ng)│įį┌PIN─_Ż©Į╩ųųĖŻ®╔ŽĄ─ÕaĖÓŻ¼╚█╚┌Ą─ÕaĖÓ▒╗öDē║ų«║¾Ģ■Ēśų°┐╔ęį│įÕaĄ─ĄžĘĮ┴„äėŻ¼╚ń╣¹│įÕaĄ─PIN─_Ż©Į╩ųųĖŻ®╗“FPCęčĮø(j©®ng)ØMęń¤oĘ©į┘╚▌╝{Ė³ČÓĄ─ÕaĖÓŻ¼ÕaĖÓŠ═Ģ■▒╗Ų╚═∙╚▌ęū┴„äėĄ─ĄžĘĮą¹ą╣Ż¼▀@Ģr║“ūŅ╚▌ęūą¹ą╣Ą─ĄžĘĮŠ═╩ŪPIN─_Ż©Į╩ųųĖŻ®┼cPIN─_Ż©Į╩ųųĖŻ®ų«ķgĄ─┐šŽČŻ¼Č°Ūę╔Ž├µ▀Ć╔wėąFPCŻ¼Ė³╚▌ęūą╬│╔╦∙ų^Ą─║ń╬³¼F(xi©żn)Ž¾(capillary action)Ż¼įņ│╔öÓ┬ĘĄ─å¢Ņ}ĪŻ(ÅVų▌╦{─▄ļŖūė┐Ų╝╝Ż¼Hotbar├}ø_¤ßē║ÖCīŻśI(y©©)╔·«a(ch©Żn)╔╠)
╚ń║╬▒▄├ŌHotBar░l(f©Ī)╔·ęńÕaČ╠┬Ęå¢Ņ}Ż┐
╝╚╚╗ų¬Ą└┴╦×ķ║╬HotBar╚▌ęū│÷¼F(xi©żn)ęńÕaįņ│╔Č╠┬ĘŻ┐ĮŌøQĄ─ĘĮŽ“ėąČ■Ż¼Ųõę╗╩Ū£p╔┘ČÓėÓĄ─║ĖÕa┴┐Ż╗ŲõČ■╩Ūį÷╝ė║ĖÕa┐╔ęį═ŌęńĄ─┐šķgĪŻ
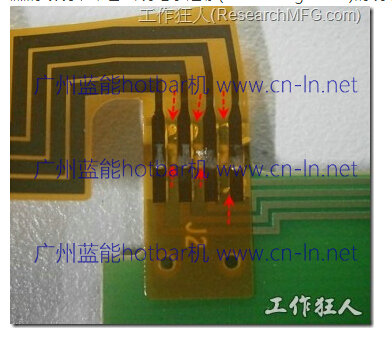
Ž┬├µ▀@éĆHotBar│įÕaĄ─įO(sh©©)ėŗęčĮø(j©®ng)ī”┴╦ę╗░ļŻ¼į┌ėĪ╦óÕaĖÓĄ─Ģr║“į┌PIN─_Ż©Į╩ųųĖŻ®Ą─ųąķg╬╗ų├£p╔┘ÕaĖÓŻ¼╚ń╣¹ų╬Š▀Ą─įO(sh©©)Č©š²┤_Ą─įÆŻ¼¤ßē║Ņ^(thermode)ę¬ē║į┌PIN─_Ż©Į╩ųųĖŻ®ųąķgĄ─╬╗ų├Ż¼║ĖÕaĄ─ėĪ│÷üĒĮY(ji©”)╣¹╚ńŽ┬├µėęłD╦∙╩ŠĪŻ

ėąø]ėą┐┤ĄĮ╔Ž├µĄ─å¢Ņ}³c│÷į┌──└’Ż┐▀@éĆÕaĖÓųąķgā╚(n©©i)┐sĄ─ŠÓļx▀Ć╩Ū▓╗╠½ē“Ż¼Č°ŪęÕaĖÓĄ─║±Č╚ę▓╠½║±┴╦Ż¼ę╗░Ń╬ęį┌įO(sh©©)ėŗHotBarÕaĖÓėĪ╦óė┌PIN─_Ż©Į╩ųųĖŻ®╔ŽĄ─ą╬ĀŅĢrŻ¼Ž±▀@ĘNķgŠÓē“┤¾Ą─PIN─_Ż©Į╩ųųĖŻ®Ż¼╬ęŽ▓ÜgīóÕaĖÓėĪ╦ó│╔ę╗ķLŚlė┌PIN─_Ż©Į╩ųųĖŻ®Ą─š²ųąķgŻ¼ÕaĖÓų╗š╝PIN─_Ż©Į╩ųųĖŻ®├µĘeĄ─50%Š═┐╔ęį┴╦Ż¼▀@śė▒╚▌^┐╔ęį╚▌įS▌^┤¾Ą─┐šķgĮo¤ßē║Ņ^į┌PIN─_Ż©Į╩ųųĖŻ®Ą─╬╗ų├╔ŽŽ┬ęŲäėŻ¼Č°Ūęę▓▌^─▄▒▄├Ōę“×ķē“ČÓĄ─║ĖÕaČ°ęń│÷PIN─_Ż©Į╩ųųĖŻ®ĪŻ╚ń╣¹▀Ć╩Ū┐┤▓╗Č«╬ęĄ─öó╩÷Ż¼ėąÖCĢ■į┘üĒ«ŗę╗ÅłłDšf├„║├┴╦ĪŻ(ÅVų▌╦{─▄ļŖūė┐Ų╝╝Ż¼Hotbar ├}ø_¤ßē║ÖCīŻśI(y©©)╔·«a(ch©Żn)╔╠)
šf═Ļ┴╦Ą┌ę╗ĘNĮŌøQĄ─ĘĮĘ©Ż¼Įėų°šf├„Ą┌Č■ĘNĮŌøQĘĮĘ©ŻŁį÷╝ė║ĖÕa┐╔ęį═ŌęńĄ─┐šķgĪŻ▀@éĆĘĮĘ©═©│Żę¬ū÷įO(sh©©)ėŗūāĖ³Ż¼┐╔ęįćLįćį┌FPCĄ─Į╩ųųĖ╔ŽŽ┬ā╔Č╦┤“┐ūŻ¼ūīöDē║│÷üĒ║ĖÕa═Ė▀^═©┐ūęń│÷ĪŻ┴Ē═Ōę╗éĆĘĮŽ“╩Ū░čFPC╔Ž├µĄ─Į╩ųųĖįO(sh©©)ėŗĄ├▒╚PCBĄ─║Ė³cČ╠Ż¼ęį▀@éĆ└²ūėüĒšfŻ¼╬ęĢ■Į©ūhFPC╔Ž├µĄ─Į╩ųųĖPIN─_Ż©Į╩ųųĖŻ®ķLČ╚Å─5.0mm£p╔┘ĄĮ3.0mmŻ¼PCBĄ─PIN─_Ż©Į╩ųųĖŻ®ķLČ╚ŠS│ųį┌5.0mmĪŻHotBarū„śI(y©©)ĢrīóFPCĄ─Į╩ųųĖī”²RPCBPIN─_Ż©Į╩ųųĖŻ®Ą─ųąķgŻ¼ā╔Č╦Ė„┴¶Ž┬1.0mmĄ─┐šķgŻ¼▀@śė┐╔ęįūīČÓėÓĄ─║ĖÕaėąĖ³ČÓĄ─┐šķg┐╔ęį┴¶į┌PIN─_Ż©Į╩ųųĖŻ®╔ŽČ°▓╗Ģ■ęń│÷üĒĪŻ
ĮŌøQå¢Ņ}Ģr╩ūŽ╚ę¬┴╦ĮŌå¢Ņ}Ą─▒Š┘|(zh©¼)╝░╣żū„įŁ└ĒŻ¼╚╗║¾ī”░YŽ┬╦ÄĪŻ