
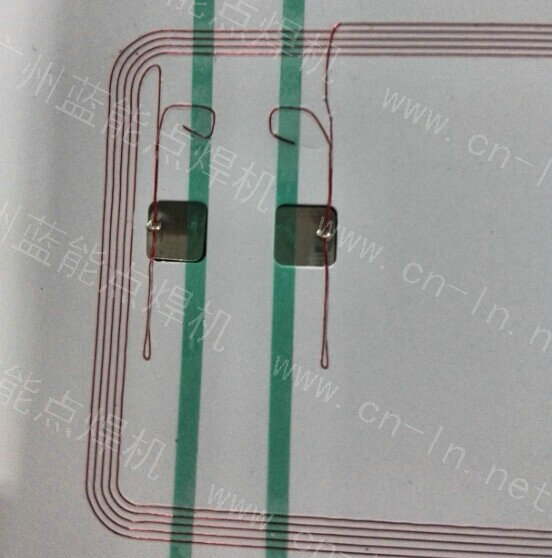
─│┤¾ą═ųŪ─▄┐©ųŲįņŲ¾śI(y©©)▓╔┘Å(g©░u)╬ę╦ŠĪ░║Ńē║Ī▒Ė▀Ņlų▒┴„║ĖĮėļŖį┤15┼_(t©ói)ĪŻ
─│┤¾ą═ųŪ─▄┐©ųŲįņŲ¾śI(y©©)╩Ūć°(gu©«)ā╚(n©©i)ų¬├¹Ą─ųŪ─▄┐©╔·«a(ch©Żn)Ų¾śI(y©©)Ż¼╩ŪŲß░³ŠĆ(xi©żn)ŠĆ(xi©żn)╚”║═Ī░ÕaŲ¼Ī▒Ą─║ĖĮėĪŻę“?y©żn)ķ╩Ū┼õ╠ūūįä?d©░ng)╗»³c(di©Żn)║ĖįO(sh©©)éõ╩╣ė├Ż¼▓óŪę╩Ū║ĖĮėÕaŲ¼Ż¼╦∙ęįī”(du©¼)║ĖĮėļŖį┤Ą──▄┴┐┐žųŲę¬Ū¾ĘŪ│ŻŠ½┤_Ż¼─▄┴┐╔įąĪŻ¼Ųß░³ŠĆ(xi©żn)ŲßŲż▓╗─▄ÜŌ╗»Ż╗╔į┤¾Ż¼ÕaŲ¼Š═╚█╗»╠½ČÓŻ¼┤®┐ūĪŻ
ęįŪ░ė├ÅVų▌─│ÅS╝ęļŖ╚▌ā”(ch©│)─▄╩Į³c(di©Żn)║ĖÖC(j©®)Ż¼╩ų╣ż║ĖĮė┐╔ęįŻ¼Ą½┼õ╠ūūįäė(d©░ng)╗»╩╣ė├Š═▓╗ąąĪŻ
▀xė├╬ę╦ŠĪ░║Ńē║Ī▒─Ż╩Į┐žųŲĖ▀Ņl─µūā║ĖĮėļŖį┤Ż¼▓óŪęūŅ┤¾▌ö│÷ļŖ┴„ų╗įO(sh©©)ų├×ķ1000AŻ¼┐žųŲŠ½Č╚Š══Ļ╚½─▄ē“ØM(m©Żn)ūŃ┴╦┐═æ¶(h©┤)Ą─ąĶŪ¾ĪŻ
«ö(d©Īng)╚╗Ż¼Ųß░³ŠĆ(xi©żn)ŠĆ(xi©żn)╚”║═Ī░ÕaŲ¼Ī▒║ĖĮėę¬Ū¾╠½Ė▀Ż¼┐═æ¶(h©┤)Ą─ūįäė(d©░ng)╗»įO(sh©©)éõÖC(j©®)śŗ(g©░u)ę▓╩Ūę¬Ū¾ĘŪ│ŻĖ▀Ą─ĪŻ┐═æ¶(h©┤)ę▓╩ŪĮø(j©®ng)▀^(gu©░)ķL(zh©Żng)Ų┌Ą─š{(di©żo)įćįO(sh©©)éõŻ¼Ė─▀M(j©¼n)ėųĖ─▀M(j©¼n)Ż¼ūŅĮK▀_(d©ó)ĄĮ╔·«a(ch©Żn)╣ż╦ćĖ▀ę¬Ū¾ĪŻ
ÖC(j©®)Ų„╠ž³c(di©Żn)Ż║
1ĪóļŖ┴„ų▒┴„▌ö│÷Ż¼║ĖĮėļŖ┴„×ķ├}äė(d©░ng)ų▒┴„Ż©Ūę▓©╝yČ╚ąĪŻ®Ż╗─µūāŅl┬╩4KHZ╗“8KHZŻ¼═©ļŖĢr(sh©¬)ķg┐žųŲų▄Ų┌×ķ0.125ms╗“0.25msŻ¼║ĖĮėĢr(sh©¬)ķg┐╔╚╬ęŌ┐žųŲŻ╗
2Īó┐╔▓╔╚Ī║ŃļŖē║Īó║Ń╣”┬╩Īó║ŃļŖ┴„ĪóČ©├}īÆ─Ż╩Į┐žųŲŻ╗
3ĪóŠ▀ėąļŖ┴„╩¦│ŻĪó▒O(ji©Īn)┐žųĄ│¼Ž▐ĪóŠW(w©Żng)ē║│¼Ž▐Īó▀^(gu©░)¤ßĄ╚╣╩šŽį\öÓ┼cł¾(b©żo)Š»╣”─▄Ż╗┐╔śO┤¾£p╔┘«a(ch©Żn)ŲĘ║ĖĮė▓╗┴╝┬╩ĪŻ
4Īó╚²Č╬╝ė¤ßįO(sh©©)Č©Ż¼Ä¦ļŖ┴„ŠÅ╔²ŠÅĮĄ╣”─▄Ż¼┐╔ėąą¦ĮŌøQĪ░’w×RĪ▒Ż¼Ė³╝ė▒ŻūC┴╦║ĖĮėĄ─ĘĆ(w©¦n)Č©ąįĪŻ
5ĪóļŖśOē█├³─▄ėąą¦čėķL(zh©Żng)ĪŻ
|
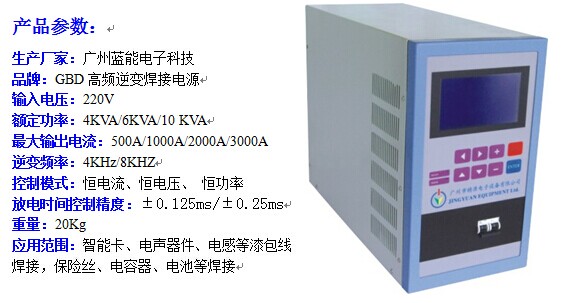
ą═╠¢(h©żo) |
GBD-01-QBX |
GBD-01S-QBX |
GBD-02QBX
|
|
▀mæ¬(y©®ng)Ūķør |
å╬▌ö│÷ ▀m║Žę╗éĆ(g©©)Ņ^ ę╗┤╬▌ö│÷ę╗éĆ(g©©)║Ė³c(di©Żn) |
ļp▌ö│÷ ļp▌ö│÷Ż¼ļpåóäė(d©░ng)Ż¼▀m║Žā╔éĆ(g©©)Ņ^ā╔éĆ(g©©)║Ė³c(di©Żn)ĪŻā╔éĆ(g©©)║Ė³c(di©Żn)┐ņ╦┘ŪąōQ |
å╬▌ö│÷ ▀m║Žę╗éĆ(g©©)Ņ^ ę╗┤╬▌ö│÷ę╗éĆ(g©©)║Ė³c(di©Żn) |
|
▌ö╚ļļŖē║ |
220V |
220V |
220V |
|
Ņ~Č©╣”┬╩KVA |
4 |
4 |
6 |
|
ūŅ┤¾▌ö│÷ļŖ┴„Ż©DCAŻ® |
1000 |
1000 |
2000 |
|
žō(f©┤)▌d│ų└m(x©┤)┬╩% |
20 |
20 |
20 |
|
─µūāŅl┬╩KHZ |
4/8 |
4/8 |
4/8 |
|
║ĖĮė裣h(hu©ón)Č╬ |
11 |
11 |
11 |
|
║ĖĮė├}ø_öĄ(sh©┤) |
3 |
3 |
3 |
|
ŠÅ╔²ŠÅĮĄ |
ėą |
ėą |
ėą |
|
║ĖĮėęÄ(gu©®)ĘČöĄ(sh©┤) |
20ĮM |
20ĮM |
20ĮM |
|
┐žųŲĘĮ╩Į |
Č©╣”┬╩ĪóČ©ļŖē║ĪóČ©ļŖ┴„ĪóČ©├}īÆ |
Č©╣”┬╩ĪóČ©ļŖē║ĪóČ©ļŖ┴„ĪóČ©├}īÆ |
Č©╣”┬╩ĪóČ©ļŖē║ĪóČ©ļŖ┴„ĪóČ©├}īÆ |
|
ļŖ┴„ĪóļŖē║Īó╣”┬╩▒O(ji©Īn)┐ž |
ėą |
ėą |
ėą |
|
Ģr(sh©¬)ķgįO(sh©©)Č© |
000-999ms |
000-999ms |
000-999ms |
|
║ĖĮėĢr(sh©¬)ķgŻ©Ę┼ļŖĢr(sh©¬)ķgŻ®Š½Č╚ |
Ī└0.125ms Ī└0.25ms |
Ī└0.125ms Ī└0.25ms |
Ī└0.125ms Ī└0.25ms |
|
═Ōą╬│▀┤ń |
460*400*300 |
460*400*300
|
460*400*300 |
|
ųž┴┐KG |
20 |
25 |
20 |
─│┤¾ą═ųŪ─▄┐©ųŲįņŲ¾śI(y©©)▓╔┘Å(g©░u)╬ę╦ŠĪ░║Ńē║Ī▒Ė▀Ņlų▒┴„║ĖĮėļŖį┤15┼_(t©ói)ĪŻ