▀M┐┌µuõōłA░¶ ĮÅVČ■╩«╦─╚½╠ņ¤ßŠĆ:13729977405 ▀M┐┌µuõōłA░¶ārĖ± µuõōłA░¶▓─┴Ž µuõōłA░¶ąį─▄ µuõōłA░¶┼·░l µuõōłA░¶ęÄĖ± µuõōłA░¶ė▓Č╚ µuõōłA░¶┼Ų╠¢ µuõōłA░¶ė├═Š Ė▀ė▓Č╚µuõōłA░¶ Ė▀Ēgąį─═─źµuõōłA░¶ ─═╬gąįµuõōłA░¶ Ė▀ÅŖČ╚µuõōłA░¶ ▀M┐┌µuõōłA░¶ ─═ø_ō¶µuõōłA░¶ ─═Ė▀£žµuõōłA░¶ ¤ßŠĆŻ║15917672121 ═§║Ų µuõō«aŲĘ║åĮķŻ║ Š½╝ÜÅ═ļsą╬ĀŅø_ē║CD-650µuõōŻ¼¤oš│ąįõōø_ē║Ż¼CD-650ØLē║─ŻµuõōŻ¼│╔ą═─ŻŠ▀µuõōCD-650µuõōĄ─ārĖ± ─═─źµuõōŻ¼ ├└ć°┐Ž╝{µuõōŻ¼ø_ē║─ŻŠ▀µuõōŻ¼▀M┐┌µuõōĄ─ąį─▄ė├═Š CD-650µuõōŻ¼CD-KR466└Ł╔ņ─żµuõō ├└ć°┐Ž╝{µuõōCD-650Ż║ EDM=ļŖ╝ė╣żā×╗»╠Ä└ĒŻ║╚ź│²«É│ŻĄ─ā╚æ¬┴”Ż¼▒ŻšŽļŖ╝ė╣żŲĘ┘| HIP=¤ßĄ╚ņoē║╠Ä└ĒŻ║Ė─╔ŲÖCąĄąį─▄Ż¼╠ßĖ▀┐╣ē║ÅŖČ╚Ż¼╠ßĖ▀╣ŌīWÆü╣Ō CD-EDM650+HIPĄ─ų„ę¬╠žąįŻ║ CD-KR466ė▓┘|║ŽĮš─═ø_║±Ų¼┐╦ąŪ(CD337Ė─┴╝) CD-KRŽĄ┴ąė▓┘|║ŽĮõōį┌┤ųŪą║═Š½╝ė╣żųąø]ėą┴č╝y. į┌ļŖ╝ė╣żųąŠ▀ėą─═ļŖĖ»╬g║═╗»īWŪų╬gĄ──▄┴” Š▀ėą▒╚▌^ś╦£╩ė▓┘|║ŽĮõōÅŖ100▒ČĄ─┐╣Ė»╬g─▄┴” ═©▀^£p╔┘Æü╣ŌŪąĖŅ├µ┤╬öĄ,╠ßĖ▀ļŖ╗╗©╝ė╣żĄ─╔·«aą¦┬╩ ╠ß╣®│÷▒ŖĄ─║¾ļŖ╝ė╣żÖCąĄąį─▄ ╝╝ągųĖī¦Ż║Ż©▄掄╝ė╣żĄ─å¢Ņ}╝░ī”▓▀Ż® å¢Ņ}Ż║║¾ĄČ├µ─”ōp įŁę“Ż║ĄČŠ▀▓─┘|Ą──═─źąį▓╗ūŃĪżŪ░ĄČĮŪ▀^ąĪĪżŪąŽ„╦┘Č╚▀^Ė▀Īż▀MĮo┴┐śOĄ═ ī”▓▀Ż║▀xō±─═─źąįĖ▀Ą─▓─┘|Īżį÷┤¾Ū░ĄČĮŪĪżĮĄĄ═ŪąŽ„╦┘Č╚Īżį÷╝ė▀MĮo┴┐ å¢Ņ}Ż║į┬č└═▌─źōp įŁę“Ż║ĄČŠ▀▓─┘|Ą──═į┬č└═▌─źōpąį▓╗ūŃĪżŪ░ĄČĮŪ▀^ąĪĪżŪąŽ„╦┘Č╚▀^Ė▀Īż▀MĮo┴┐║═Ūą╔Ņ▀^┤¾ ī”▓▀Ż║▀xō±─═į┬č└═▌─źōpąįĖ▀Ą─▓─┘|Īż▀xō±ŲĮ╗¼ąįĖ▀Ą─═┐īėĪżį÷┤¾Ū░ĄČĮŪĪż▀xō±š²┤_Ą─ĄČŲ¼öÓą╝▓█ĪżĮĄĄ═ŪąŽ„╦┘Č╚Īż£pąĪ▀MĮo┴┐║═Ūą╔Ņ å¢Ņ}Ż║ĄČ╝Ōōpé¹ įŁę“Ż║Ūą╚ąąĪ▒└┐┌ĪżĄČŠ▀▓─┘|Ą─Ēgąį▓╗ūŃĪżŪąą╝š│ĖĮī¦ų┬Ūą╚ą├ō┬õĪżŪą╚ąÅŖČ╚▓╗ūŃĪż▀MĮo┴┐║═Ūą╔Ņ▀^┤¾ ī”▓▀Ż║▀xō±ĒgąįĖ▀Ą─▓─┘|Īż▀xō±▓╗ęūš│ų°Ą─▓─┘|═┐īė/Įī┘╠š┤╔▓─┘|Īżį÷┤¾Ūą╚ąĄ─Ą╣łA┴┐Īż£pąĪŪ░ĄČĮŪĪż£pąĪ▀MĮo┴┐║═Ūą╔Ņ å¢Ņ}Ż║Ūą╚ą▒└ōp įŁę“Ż║ĄČŠ▀▓─┘|Ą─Ēgąį▓╗ūŃĪżŪą╚ąÅŖČ╚▓╗ūŃĪżĄČŚUÅŖČ╚▓╗ūŃĪż▀MĮo┴┐║═Ūą╔Ņ▀^┤¾ ī”▓▀Ż║▀xō±ĒgąįĖ▀Ą─▓─┘|Īż▀xė├Ūą╚ąÅŖČ╚Ė▀Ą─ĄČŲ¼öÓą╝▓█Īż▀xō±┤¾ÖMŪą╚ąĮŪĄ─ĄČŚUĪż▀xō±ĄČ▒·│▀┤ń┤¾Ą─ĄČŚUĪż£pąĪ▀MĮo┴┐║═Ūą╔Ņ å¢Ņ}Ż║Ęeą╝┴÷Ą─ĖĮų° įŁę“Ż║▀xČ©Ą─▓─┘|▓╗║Ž▀mĪżŪą╚ąõh└¹ąį▓ŅĪżŪąŽ„╦┘Č╚▀^Ą═Īż▀MĮo┴┐▀^Ą═ ī”▓▀Ż║▀xō±┼c▒╗Ž„▓─┴ŽėH║═ąįĄ═Ą─▓─┘|═┐īė/Įī┘╠š┤╔▓─┘|Īż▀xō±ŲĮ╗¼ąįĖ▀Ą─═┐īėĪżį÷┤¾Ū░ĄČĮŪĪż£pąĪĄ╣łAĪż╠ßĖ▀ŪąŽ„╦┘Č╚Īżį÷╝ė▀MĮo┴┐ å¢Ņ}Ż║╦▄ąįūāą╬ įŁę“Ż║ĄČŠ▀▓─┘|Ą──═¤ßąį▓╗ūŃĪżŪ░ĄČĮŪ▀^ąĪĪżŪąŽ„╦┘Č╚▀^Ė▀Īż▀MĮo┴┐║═Ūą╔Ņ▀^┤¾ĪżŪąŽ„ė═▓╗ē“ ī”▓▀Ż║▀xō±─═¤ßąįĖ▀Ą─▓─┘|Īżį÷┤¾Ū░ĄČĮŪĪżĮĄĄ═ŪąŽ„╦┘Č╚Īż£pąĪ▀MĮo┴┐║═Ūą╔ŅĪż▀m║ŽĄ─ŪąŽ„ė═┴┐ å¢Ņ}Ż║Š│Įńōpé¹ įŁę“Ż║ĄČŠ▀▓─┘|Ą──═─źąį▓╗ūŃĪżŪ░ĄČĮŪ▀^ąĪĪżŪąŽ„╦┘Č╚▀^Ė▀Īż▀MĮo┴┐▀^Ė▀ĪżŪą╔Ņ▓╗ūā ī”▓▀Ż║▀xō±─═─źąįĖ▀Ą─▓─┘|Īż▀xō±ŲĮ╗¼ąįĖ▀Ą─═┐īėĪżį÷┤¾Ū░ĄČĮŪĪżĮĄĄ═ŪąŽ„╦┘Č╚ĪżĮĄĄ═▀MĮo┴┐ĪżĖ─ūā╩╣Ūą╔ŅūāäėĄ─▀ģĮń╬╗ų├ ĮÅVėå┘Å┴„│╠╬─ūųšf├„: 1Īó┐═涎╚┼cĮÅVõN╩█╚ĪĄ├┬ōŽĄ 2Īó┤_Č©║├▓─┴Ž┼Ų╠¢╝░ęÄĖ±│▀┤ń 3ĪóĮÅVĮī┘▓─┴Ž╣½╦ŠöMČ©║Ž═¼ 4ĪóļpĘĮ║×ūų╔wš┬ėåå╬╔·ą¦ 5Īó┐═æ¶ģRČ©Įų┴╬ę╣½╦Š┘~æ¶ 6Īó░▓┼┼žø╬’╝ė╣ż 7Īóīó╝ė╣ż║├Ą─łDŲ¼░l╦═ĄĮ┐═æ¶Ó]Žõ 8Īó┐═æ¶ĖČŪÕėÓ┐Ņ,┐═Ę■▓┐░lžø 9Īó┐ņ▀f/╬’┴„Ą╚╦═žø▓ķįā ĪŠ ├└ć°┐Ž╝{µuõōųąć°┤·└Ē╔╠Ī┐========== ┐ņüĒ┬ōŽĄ╬ęéā░╔(0769-81605061) ¢|▌Ė╩ąĮÅVėąŽ▐╣½╦Š(õō▓─╩┬śI▓┐) Ų¾śI¤ßŠĆ(Tel):0769-81605056 Ų¾śIé„šµ(Fax):0769-81605615 ╚½ć°Ę■䚤ߊĆ:18024686267 ęŲäėļŖįÆ:13729977405(ÓŹąĪĮŃ) ęŲäėļŖįÆ:15917672121(ųņŽ╚╔·) Ų¾śIÓ]Žõ:jg440c@163.com Ų¾śIŠWšŠ:http://www.duxinjuandai.com į┌ŠĆĮ╗┴„:707569988 1060636061 




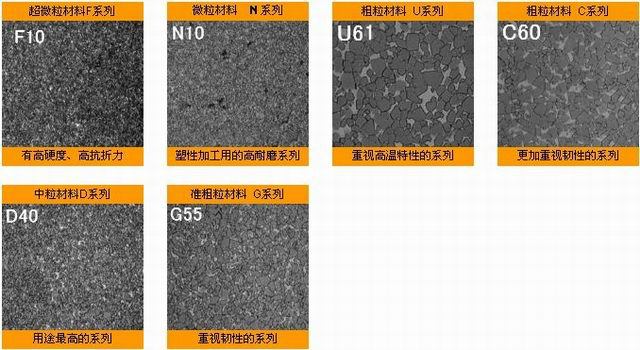
KENNA METAL┐Ž╝{Įī┘CD650Ą─ŲĮŠ∙Ņw┴ŻČ╚=0.8umŻ¼×ķüå╬ó├ūµuõōĪŻ
1. Ė▀─═─ź
2. ▌p─═š
3. Ą═Č╚ø_ō¶
4. ĄČ┐┌õh└¹
CD-EDM650+HIPĄ─ų„ę¬æ¬ė├Ż║
1.Ė„ŅÉ▒ĪŲ¼/╠ĻĒÜŲ¼/ę²ŠĆ┐“╝▄/ļŖūė/ÅŚ╗╔Ų¼/õōŲ¼Ą╚ø_ē║─ŻŠ▀ĪŻ
2.Š¦Ų¼ĘŌčb─ŻŠ▀Ķé╝■/ī¦╠ū/ī¦ų∙/═ŲŚU └Ł╔Ņ/│╔ą═─ŻŠ▀ĪŻ
3.ØLē║▌å/ė▓┘|║ŽĮėĪ─żŻ¼▀m║ŽŠ½╝ÜÅ═ļsą╬ĀŅø_ē║Ż¼▓╗▀m║Ž▓╗õPõōõō║±░Õ/ė▓Ų¼ø_ē║ĪŻ
CD-KR466Ą─║åĮķ:
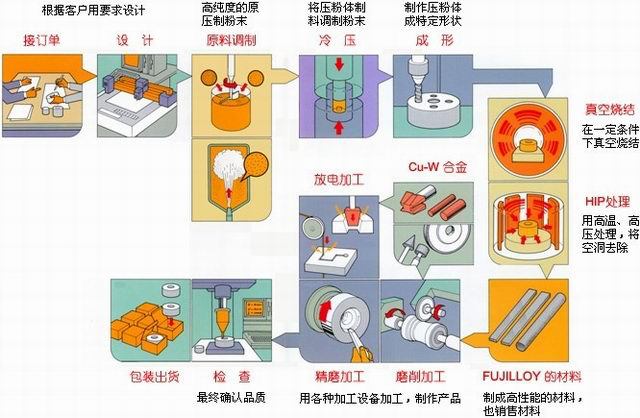
EDM=ļŖ╝ė╣żā×╗»╠Ä└Ē:╚ź│²«É│ŻĄ─ā╚æ¬┴”,▒ŻšŽļŖ╝ė╣żŲĘ┘|HIP=¤ßĄ╚ņoē║╠Ä└Ē:Ė─╔ŲÖCąĄąį─▄,ĮÅV╠ßĖ▀┐╣ē║ÅŖČ╚,╠ßĖ▀╣ŌīWÆü╣ŌKENNA METAL┐Ž╝{Įī┘CD-KR466Ą─ŲĮŠ∙Ņw┴ŻČ╚=4 um,×ķųą┤ųŅw┴ŻµuõōĪŻ╠žäe▀m║Ž║±Ų¼,▓╗õPõō,õXŲ¼╗“š▀ėąš│ąįĄ─õō▓─ø_ē║╣żū„ĪŻ
CD-KR466Ą─ų„ę¬╠žąį:1.Ė▀ÅŖČ╚2.Ė▀─═šø_ō¶3.ųą─═─ź4.ā×┴╝Ēgąį
CD-KR466Ą─ų„ę¬æ¬ė├:1.Ė„ŅÉųą║±Ų¼ø_ē║,└Ł╔Ņ,│╔ą═,ėĪē║,Õæē║Ą──ŻŠ▀ĪŻ2.±R▀_Ų¼/EI╣ĶõōŲ¼ø_ē║,└Ł╔Ņ╣▐Ņ^─ŻŠ▀,ø_ō¶ø_Ņ^,└õ│╔ą═ĪŻ3.║±└õį·░Õ└Ł╔Ņ─ŻŠ▀,▓╗õPõōŠ½├▄ø_Ņ^,└õöDē║,Ę┤öDē║═╣─ŻŠ▀




ĮÅVĮķĮBųĖī¦Ż║